b.控制电路
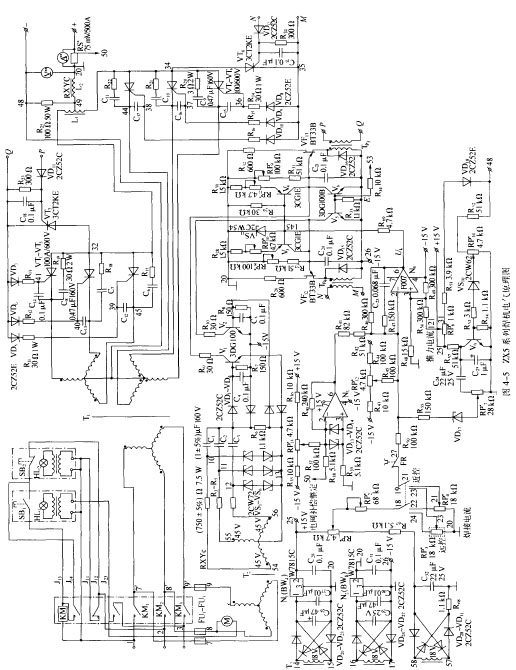
控制电路主要由晶闸管触发脉冲电路、信号控制电路、稳压电源电路组成。
① 晶闸管触发脉冲电路
本电路可分为触发脉冲产生与输出电路、同步电路。
1)触发脉冲产生与输出电路。
电路主要由三极管V3、V4,单结晶体管VF12、VF13,电容C30、C21,脉冲变压器Tp3、Tp4,晶闸管VT7、VTH,二极管VD5~VD10等元件组成。
来自运算放大器N4的信号控制电压Uk至三极管V3、V4的基极。Uk为负值,使V3、V4导通,C20、C21分别被充电。于是,由C20与VF12、C12与VF13组成的张驰振荡器不断产生振荡,脉冲变压器Tp4、Tp3分别从N―M、P―Q点输出脉冲,先触发小晶闸管VTg、VT7(作功率放大,加宽触发脉冲的宽度,提高触发的可靠性),再由VT8、VT7输出脉冲触发主电路晶
闸管。 Uk愈负,C3、C4的充电电流Ic愈大,充电愈快,产生第一个脉冲就愈早,主电路中相应的晶闸管的触发延迟角就愈小,导通角愈大,焊机输出电压愈高,输出电流就愈大。反之亦然。因此,只要改变Uk值即可实现脉冲的移相。由于单结晶体管和三极管的参数都存在分散性,即它们的型号相同,但参数往往有差别。为避免2组晶闸管导通角不同造成三相不平衡,线路中采用了电位器RPH'和RP9',分别用来弥补VF12、VF13之间参数的不一致性,并用RP10'RP11'来分别弥补V3、V4的差异,即调整电路参数,使2组触发脉冲的相位一致。这些电位器在焊机出厂时都已调试好,不要随便旋动
如果触发线路中晶体管损坏,换上了新的元件,引起电压、电流不稳,可对有关电位器作相应的调整。
2)同步电路
本电路主要由控制变压器T2,稳压管VS1~VS6,电容C1~C3,电阻R3~R8,二极管VD1-VD4以及三极管V1、V2等元件组成。
为了保证触发脉冲与晶闸管电源电压之间的同步关系而使每只晶闸管的触发延迟角相等,则要求同组触发脉冲的相位差为120°,不同组的触发脉冲之间的相位差则为60°。
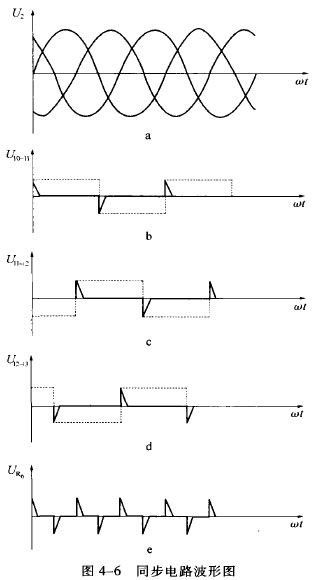
本电路控制变压器T2的二次侧各相电压互差120°,与主电路变压器T2的二次侧正极性组的电压同相,如图4-6a所示。各相接有正、反向稳压管VS1-VS6,因此,在点10、11、12对13之间各得正、反向矩形波,如图4-6b、图4-6c、图4-6d虚线所示。各矩形波经C1~C3和R6构成的微分电路所得到的尖脉冲电压也示于图4-6b、图4-6c、图4-6d中。由图可见,各相正脉冲之间和各相负脉冲之间都是互差l20°。图4―6e是R6上的脉冲波形,其正、负脉冲相间,每个正脉冲与后面的负脉冲之间都相差60°。现将正脉冲经VD1、VD4输送到V1的发射结,而将负脉冲经VD2、VD4输送到V2的发射结,以便使V1、V2产生短暂的饱和导通。C21、C20分别经V1、V2放电清零,正好满足了上述同步关系的要求。
对于三相可控整流电路,是以自然换向点为触发延迟角的起始点(即触发延迟角α=0的点),该点是各相电压的交点(30°)处。对于单结晶体管触发电路,同步点可设在各相电压过零处或0°~30°。图4-6的脉冲是画在相电压过零处,这是在理想的情况下得到的。实际上由于稳压管的削波作用,得到的不是矩形波,而是接近于梯形波。还因为隔离二极管VD1~VD4有正向压降等原因,使V1、V2产生短暂饱和导通的时刻(即同步点)略滞后于各相电压过零时刻,因此,同步点略滞后于各相电压过零点。
② 信号控制电路
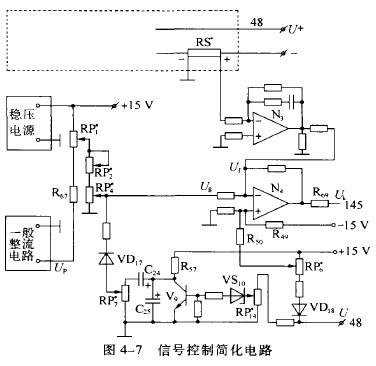
图4―7是该部分电路的简化图,其元件主要有运算放大器N3和N4、电位器RP1'~RP4'及RP6'和RP7'、整流器VD28-VD31、二极管VD17和VD18稳压管VS10、三极管V9、电容C24、C25等。电路主要由以下部分组成。






 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)