|
h.现象8:焊接时稍微调节焊接电位器RP4',电流增加很大。故障产生原因及解决方法见表4-10。
i.常见故障及处理方法见表4―11。
j.有关注意事项
1)焊机经修理重新安装调试或更换晶闸管元件时,应注意不要错接门极的极性,否则将不能正常工作。
2)主变压器和控制变压器在连接时,要严格按图纸所示的同名端接线,以便保证各有关变量的相位匹配。
3)在焊接过程中,如焊机突然停止输出,应立即停机,切断供电电源开关,检查故障原因。
4)在线路故障中,电器触点接触不良是常见的问题,所以检查时要注意外购的电器元件的连线。触头接点是否牢固可靠。整机经长途运输,由于剧烈颠簸,常造成线路元件触点接触不好。
5)焊机经维修更换元件后,应进行整机全面调试,方可投入使用。
4.3.3 晶闸管弧焊整流器的调试
4.3.3.1 分部调试
a.将控制箱插座与机芯和面板的插头插好。焊接、推力、引弧电流电位器置于零。接入三相380V电源,合上开关KM,检查控制箱中控制变压器各线圈输出电压值,检查印刷板上±15V电压是否正常。
b.预调电位器RP1',使RP1'中间输出端电压为9V。预调电位器RP2',使RP2'下端输出端约为3V(因焊机出厂时,这2个电位器已调整好,所以维修时如果没有动过这2个电位器,可不进行预调)。
c.通电3min后,调节RP13',使第一级运算放大器N3输出(6脚)为零,在调解RP12',将第二级运算放大器N3输出(6脚)调节为+0.3V。
d.用示波器挂起观察脉冲发生电路中电容C20及C21的充放电波形,正确波形如4-30所示。分别调节RP8'、RP9'使C20、C21上充放电波基本一致,且波形接近图4-30。
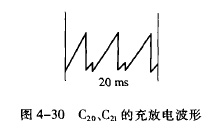
e.调节焊接电位器RP4',C20、C21上电压波形的移相角的前移,逐渐调达RP4',并调节RP10'、RP11'上充放电波形不出现抹顶现象。在RP4'调至最大时,C20、C21每120°范围内充放电次数为10~13次。
f.调节RP4'到中间位置,此时C20、C21上可观察到较密的充放电波形,调节N3的调零电位器RP13',使N3有负电压输出,当输出负电压逐渐增大时,如C20、C21上充放电次数逐渐减小,则表示反馈电路正常。检查完毕后仍将调节RP13',使N3输出为零,RP4'也回到零位。
g.观察小晶闸管VT7、VT8的阳阴极上电压的变化,若随RP4'的变化而变化,则表示小晶闸管触发导通正常。
4.3.3.2整机调试
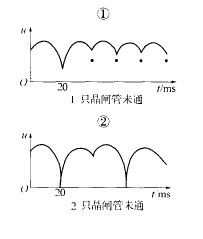
a.零点整定。焊机置“近控”,推力、引弧、焊接电位器都调至零位,合上电源,启动焊机,输出端正常空载电压波形如4-31所示。

电源电压380V时,调节脉冲产生电路中的电位器RP8'、RP9',使零点时空载电压为30V,短路电流不超过60A(此处250A、400A焊机零点空载电压压为28V,短路电流不超过3OA;630A焊机零点空载电压34V,短路电流不超过80A),并适当调RP8'、RP9'使空载电压波形较均匀。
b.最大输出整定。将焊接电位器RP4'调节至最大位置,整定RP2',使焊机最大输出为400A、36V,然后将RP4'调至100A的刻度,调节RP14'使其输出100A、24V,再旋动RP4'的旋钮,使其对准刻度。反复调几次,使其电源与刻度相符。
焊机在8O~400A内以U=20+0.04I的关系调节电流(I为RP4'箭头所对准的电流刻度。如RP4'的箭头对准100A时,U=20+0.04x100=24V),面板上刻度与电流表刻度误差值不超过±1O%。
C.推力电流检查。调节RP4'使焊机短路输出为100A,将推力电流旋钮调至最大,则短路电流的增量应大于等于6OA。
d.引弧电流检查。焊机输出电流调至100A,当引弧电流电位器RP7'调至最大时,在电流表上应观察到焊机由空载到负载的过程中,输出应为叠加约100A,读数为200A,衰减时间为O.5~15s的引弧电流。
e.额定短路检查。将推力、引弧电位器调至零,焊机在400A额定短路时,稳态短路电流应小于等于480A。
4.3.4 ZX5系列晶闸管整流器中常用元件及其应用
4.3.4.1 常用大功率晶闸管整流元件
a.晶闸管元件的结构
晶闸管元件的结构如图4―32所示。

b.晶闸管元件工作需具备的条件
1)晶闸管阳极加正向电压。
2)门极同时加上适当的正向电压。
如果门极加上负电压,无论阳极加上正电压或负电压,晶闸管都不会导通。同样,如果阳极加上负电压,即使门极加上正电压,元件也不会导通。所以必须是同时加上正电压。
利用晶闸管的这个特性,使它工作在交流电路中,只要在阳极承受交流正半周的时间内,适当改变加入门极电压的时间先后,就能够改变通过晶闸管加在负载上的电压大小,实现可控整流。
C.晶闸管3个极的鉴别方法
鉴别晶闸管3个极的方法是很简单的,根据P―N结原理,只要用万用表测量一下3个极之间的阻值就行(见图4-33)。
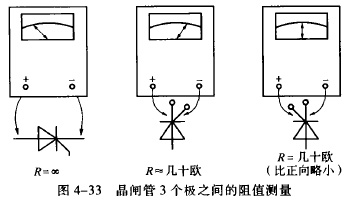
阳极与阴极之间正向与反向电阻在几百kΩ以上,阳极与门极之间的正向与反向电阻也在几百Ω以上(它们之间有2个P―N结,而且方向相反,因此阳极与门极正反向都不通)。
门极与阴极之间是1个P―N结,因此它的正向电阻大约在几欧~几十欧的范围,反向电阻比正向电阻大,可是门极的二极管特性是不太理想的,反向不是完全呈阻断状态的,可以有比较在的电流通过,因此有时测得门极反向电阻比较小,并不能说明门极特性不好。另外,在测量门极正反向电阻时,万用表应放在Rx1或Rx10档,防止电压过高门极反向击穿。
若测得元件正反向已短路,或阳极与门极短路,或门极与阴极反向短路,或门极与阴极断路,说明元件已损坏。
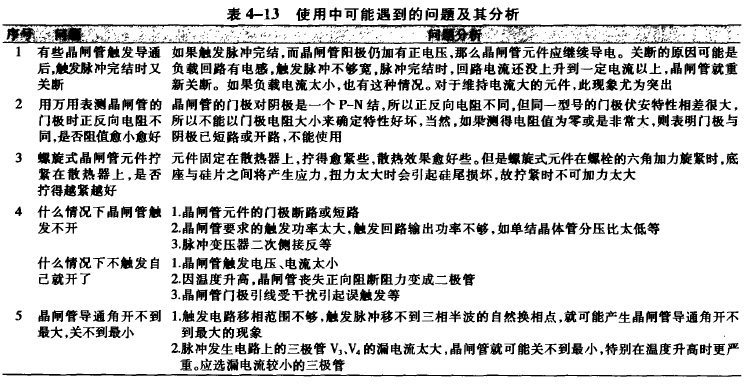
d.使用中可能遇到的问题
使用中可能遇到的问题及其分析见表4―13。
4.3.2 单结晶体管
a.单结晶体管的结构
单结晶体管又叫双基二极管,它有3个极,为发射极e,第一基极b1,第二基极b2,如图4―34所示。
b.单结晶体管的工作条件
1)发射极电压Ucb必须大于某一电压(峰值电压)时,单结晶体管eb1间才导通。
Up(峰值电压)=η(分压比)Ub2b1+O.7V,
从上式可看出,峰值电压Up不是一个常数,对


三极管是由2个PN结组成,根据PN结正向导通、反向阻断的原理可以辨认出基极b。用正表笔任意接一个极,把负表笔分别接到其他2个极,若是所测电阻都很小,相当于一个二极管正向电阻,约在几欧左右,则上表所接的PNP型管子的基极b。若量得电阻都很大,约在几十kQ以上,则正表笔所接为NPN型管子的基极b,如量得数值一大一小,就需换一个极再量,直到量得2个读数都小或都大为止。
当确b极之后,以PNP型三极管为例,可用万用表表笔接在另2个未知极上,然后用一个100kΩ的电阻使b与上表笔时接时断,看表针摆动大小,再把两表笔对调,重测一次。表针摆动大的一次,正表笔所接的为集电极,另一极为发射极e。也可用手捏或舌舔,利用人体电阻来代替100kΩ电阻进行测定。对PNP型管子来说,则应把b与负表笔之间接一电阻,符合上述条件,则负表笔所接为c。
若在测量中量得三极管任何两极正反电阻都很小(接近于0),或都极大(表针不动),则说明这个管子已被击穿或烧断。
b.三极管的可变电阻作用
在脉冲产生电路中三极管V3、V4起着可变电阻的作用,通过改变三极管的基极电流,就能引起集电极电流的变化,从而改变电容充电的快慢,实现自动移相的目的。
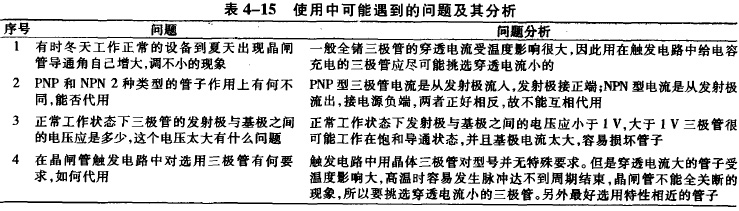
c.使用中可能遇到的问题
使用中可能遇到的问题及分析见表4-15.
4.3.4.4运算放大器
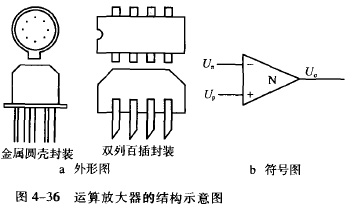
a.运算放大器的结构
运算放大器的结构见图4-36,其外引线及主要引出端见表4-16。
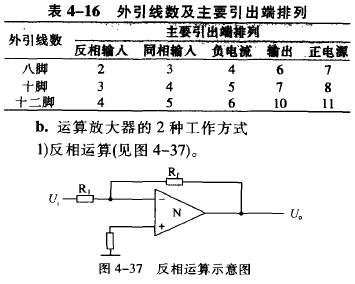
Ui为输入电压,闭环增益Uo=-(Rf/Rt)Ui。
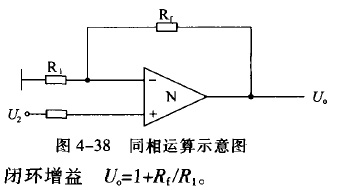
2)同相运算(见图4―38)。
c.F007的调零电路(见图4-39)。
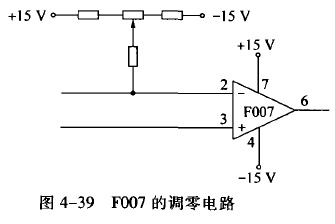
在应用中,为了补偿由输出失调电压引近的误差,要对放大器进行调零。 |





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)