各指标、参数相互关联,不可简单地用1~2项来比较焊机的先进性。
上述指标大致可分为技术、操作和工艺3类。
焊机技术指标包含在以上1~8项和9项的部分内容和第10项中,如:焊机额定电流,级数,电极压力,焊件的材料、厚度或断面尺寸,焊机质量、容量,生产率,水、气耗量等。
操作指标指操作的方便性,焊机快速调整的可能性,运行的费用,所需操作人员的数量及可靠性指标如保用期、寿命、一次大修期、平均故障期等。
焊机制造工艺指标指焊机制造的生产成本、工厂成本,需要的生产装备以及标准化、规格化程度、造型等。
8.3电阻焊质量监测技术基本原理及方法
随着电阻焊应用领域的不断扩展深人,各领域对焊接质量也提出了更高的要求。而实际生产中不可避免地存在影响焊接质量干扰因素,如网压波动、焊点分流、焊接电路阻抗变化、电极磨损等。为此,人们研究出了多种类型的阻焊质量监测控制器,对焊接过程中出现的各种干扰进行补偿,以确保稳定的焊接质量。以下我们对电阻焊质量监测技术基本原理和方法作一简单介绍。
8.3.1点焊机焊接电流信号检测电路的设计
8.3.1.1设计线路的要求
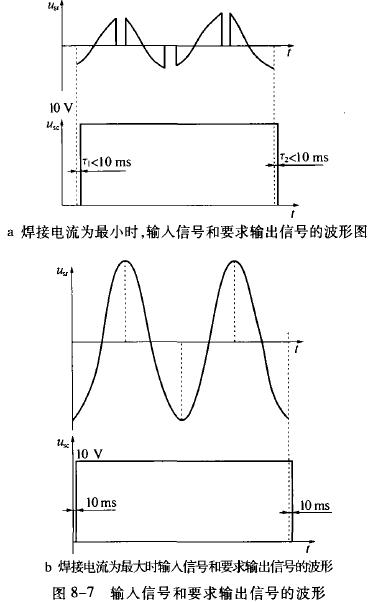
在机器人控制的点焊机接口电路里,需要一个反映每次焊接电流有无的正脉冲信号,判断点焊机焊接电流是否存在和焊接电流是否失常。对输出脉冲信号的要求:
a.高电平有效,输出电平不小于10V;
b.每次点焊时只能输出一个正脉冲,脉冲前沿比焊接电流消失时间的延时不大于10ms;
c.要求脉冲前沿的陡度较好,从零上升到高电平的时间应小于100μs。
电路接收电流传感器的输出信号。信号频率为50Hz,是不连续的正负基本对称的非正弦波信号,信号的幅值变化约为5~±15V,输入信号和输出信号的波形如图8-7所示。
8.3.1.2设计方案
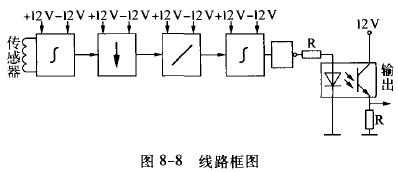
由于输入信号是有规律的,为对称的非正弦波信号,第一级采用积分线路,将输入信号转变为间断的近似正弦波信号。采用LM747作为线性放大器的放大元件。第二级采用精密整流电路,将双向间断的近似于正弦波信号整流为单向间断信号。第三级采用LM339过零检测器,将焊接一次产生的感受应电流信号转变为频率为100Hz的正脉冲信号。第四级采用积分线路,将100Hz的脉冲信号转变为每次焊接仅一个正脉冲信号。线路的框图见图8-8。线路采用±12V和±15V电源供电。(未完待续)









 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)