5.5.2.1 前面板(见图5-12)
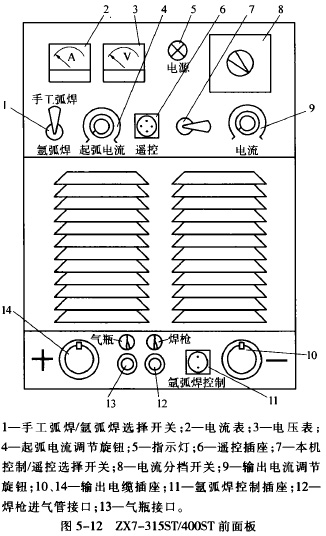
a.图5-12中1~11的功能及使用方法与图5-9中1~11相同,详见5.5.1.1。
b.氩弧焊控制插座。进行氩弧焊时,将与氩弧焊开关相连的插头插入此插座,即可用焊枪上的开关控制电流及气阀的通断。
c.12、13为氩气接口。此两端为氩弧焊时连接氩气管用。12焊接枪上进气管,13接气瓶。
注意:接气管时注意进气、出气方向一定要接正确,否则气阀工作不正常。
5.5.2.2后面板。与5.5.1.2所述相同。
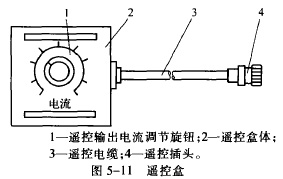
5.5.2.3遥控盒。与5.5.1.3所述相同。
5.5.3操作使用说明
5.5.3.1设备安装
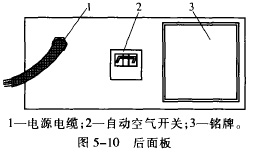
本机为便携式设备,并可配小推车随操作者频繁移动,不需要固定安装,但应放置在干燥通风处。本机电源为三相380V,50/60Hz,用户应有相应的配电板,并应安装自动空气开关或铁壳开关,地线要连接牢固。
后面板上焊机电源既可接上三相插头(4芯,须有接地)与配电板上的插座配合使用,也可直接皆在配电板上的铁壳开关上,由铁壳开关控制焊机的通断。
注意:无论是配接插头、插座还是接入铁壳开关,都应保证接线正确、牢靠,特别注意接地线;后面板空气开关是在出现异常情况时自动跳开,起保护作用的,通常处于闭合状态(开关扳至朝上),焊机电源的通断应由用户配电板(柜)上的开关控制。严禁带负载扳动,以免拉弧而烧坏触头。
5.5.3.2 手工焊条电弧焊
ZX7系列晶闸管逆变弧焊整流器均可进行手工焊条电弧焊,无论是ZX7―315S/400S焊机,还是ZX7―315ST,400ST焊机,操作步骤相同。
a.停电检查。不接电源,对焊机进行全面外观检查。所有开关、旋钮功能正常。
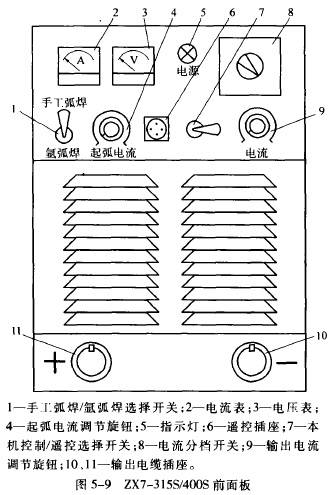
前面板(见图5-9、图5-12)开关1扳至手工弧焊位置;开关7扳到右边旋钮9处,即采用本机电流调节,若需要远距离控制则将开关7扳到左边指向遥控插座6;旋钮4调节起弧电流大小;注意开关8与旋钮9的相应关系及旋钮9按所需焊接规范确定。
后面板(见图5-10)电源线1与用户配电板正常配合使用;空气开关2扳至闭合状态(朝上)。
输出端连接正确。前面板下部的输出端标有+、-号,表示输出极性的正、负,应按需要正确接入焊把及工件。
b.通电空载检查。停电检查正常后,方可进行此项检查。
焊机二次侧不接任何负载,呈空载状态,由用户配电板合闸供电,焊机风机转动,面板电源指示灯亮,电压表读数70-80V,并有轻微的“哒、哒”声,此时焊机空载正常。
g.焊接。空载正常后,即可施焊。按所用焊条及正常焊接工艺规范施焊,应得到良好焊缝。
注意:焊条、规范、输出极性、起动电流选择是否正确、适当。
焊接过程中除风机噪声外,焊机产生一种轻轻的连续响声,属正常现象。
5.5.3.3 钨极氩弧焊
ZX7―315ST/400ST焊机是手工焊条电弧焊/手工氩弧焊两用焊机,氩弧焊时操作步骤如下。
a.停电检查。不接电源,对焊机进行全面外观检查。所有开关、旋钮功能正常。
前面板(见图5-12)开关1扳至氩弧焊位置,旋钮4不起作用。其他参见5.5.3.2中a条。
后面板(见图5―10)与5.5.3.2中a所述相同。
焊枪及气路连接:
焊枪。焊枪接输出端的“-”极,焊枪控制插头接入图5-12中的氩弧焊控制插座11,工件接在输出端的“+”极。
气路。图5-12中的13接气瓶,12接焊枪上的进气管。不得接错。
b.通电空载检查。与5.5.3.2中b所述相同,只是空载电压值为30V左右,详见5.5.3.2。空载电压正常后,打开气瓶,按动焊枪上开关,检查气路是否畅通。
g.焊接。按动焊枪上的开关,气阀动作、气路导通,起弧采用接触划擦方式,轻轻划动即可。
注意:电源规范、气压值、钨极大小选择正确与否。本电源氩弧焊时不可自行外配高频起弧装置,否则易造成事故。
停止焊接时,仍须按一下焊枪上的开关,电流衰减到零,之后气路断开。
5.5.3.4 焊机串、并联使用说明
ZX7系列焊机为积木式电源,可直接多台并联(大电流)供埋弧焊、电弧气刨、电弧螺柱焊使用,也可多台串联(高工作电压)作为切割电源,焊机的串、并联机如图5-13所示。
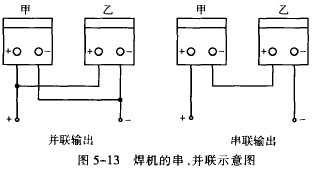
串、并联时注意极性一定要接对,接错时,焊机无法正常工作。
并联时,输出电流为各电源输出电流之和。例如:两机并联时,电源甲前面板上的开关8置于115~400A档,旋钮9调至340A,电源乙的开关8置于40~140A档,旋钮9调至80A,则输出电流为340A+80A=420A,若两机都调至400A,则输出电流为800A。
串联时,各台电源的输出电流应调到一样大,输出电压为各电源输出电压之和。
5.6 焊机的维修保养
焊机的基本维护保养与ZX5系列类似。焊机的检修应由专业维修人员负责,当用户遇到不能排除的故障或不具备维修能力的单位在焊机出现故障时,应及时与生产厂家联系。
应注意的是:机内最高电压达600V,为确保安全,严禁随意打开机壳,维修时应做好防止电击等安全防护工作。
5.7 检查维修
ZX7―400S/ST型焊机的维修一般可按以下步骤进行。
5.7.1 步骤1
a.关断总电源,检查输入电缆是否正确可靠,焊机地线是否可靠,焊机输出电缆线是否正确,接触是否良好。
b.用万表测量二次侧输出端正反向电阻(正常情况下正向电阻约3kΩ,反向电阻几十欧),以判断二次侧元器件有无损坏;如要准确判断二次侧元件好坏,应拆开侧板、底板对元器件直接测量。
e.检查主电路一次侧元器件有无损坏,主要检查晶闸管VT007、VT008、C008~C011、R028、PCB1(VT003、VT006、VD001、VD0o0等)、R001、桥堆VC1、限流电阻R002等有无损坏。
5.7.2 步骤2
a.脱开PCB2(主控板)上触发脉冲接口M、N、G3、K3。
b.检查供电电源是否在340~420V范围内,有无缺相。
c.合上自动保护开关QK ,再接通焊机供电开关,通电检查PCB2,主电路电压是否正常。
d.检查EV转动是否正常,风向是否正确,指示灯HL。是否正常。
e.检查PCB2(主控板)上各点电压、波形是否正常。
5.7-3 步骤3
当PCB2工作正常后,可接上触发脉冲,然后再通电检查输出空载电压是否正常,主电路空载正常后可进行负载焊接,整定电流刻度。
主控制板PCB2的各点正常波形如图5-6所示,维修时可按以下步骤检查:
a.首先检查+15V电压是否正常;
b.检查C 上放电波形是否正常;(负载时可测量其是否连续可调)
c.C3上调频脉冲是否正常,若不正常查相关的脉冲信号;
d.同步电路C17充放电波形是否正常,若不正常检查相关电路;
e.同步触发选通R7,R5是否正常;
f.触发脉冲是否正常;
g.同步电路触发脉冲正常后可接上触发插头,通电进行空载检查,空载正常后可带负载。
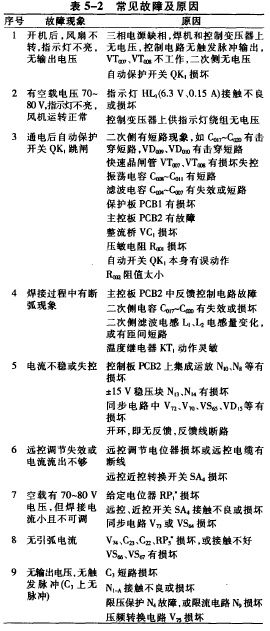
5.8 常见故障
常见故障及原因见表5―2。
5.9 维修实例
从目前焊机的使用情况来看,国产晶闸管式逆变焊机在设计和技术上比较成熟,但由于制造上的原因,不同厂家生产的焊机,其质量差异却很大。现以对某厂生产的ZX7-400型逆变焊机维修情况举例说明。
5.9.1 故障现象及修理步骤(可参看图5―2、图5―3)
使用过程中,机上空气开关跳闸,机内向外冒烟。
开机检查,发现输出滤波电容有不同程度的损坏。继续对主电路作全面(元件及绝缘)检查,发现有1只快速晶闸管被击穿。
更换元件后,合上电源开关,焊机上的空气开关还是跳闸再次检查机内各元件,未发现问题。于是,换上好的印刷板电路板,空气开关不跳闸了。不过,焊机空载电压不够稳定。试焊时,引弧困难,电弧不稳,不能正常焊接。
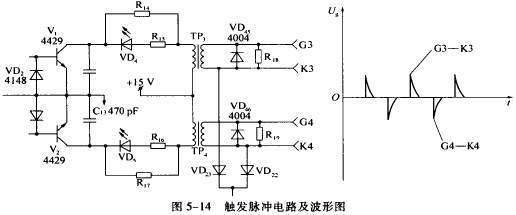
用示波器检查印刷板输出的触发脉冲,波形正常,见图5-14。
于是,仔细地检查机内各电器及其线路,着重于接触不良的检查,发现近/远控选择开关内部触头接触不良。换了开关后,焊接正常了。
修好焊机后,再来修理坏了的印刷板。用示波器对其进行检查,从最后一级,即触发脉冲的输出开始,逐级往前检查。当测G4-K4之间的波形时,无脉冲输出,而测G3-K3之间有脉冲输出。于是,检查V2三极管,已损坏。换上好的三极管后,印刷板工作正常了。
5.9.2 原因分析
前面谈到,4个电容有不同程度的损坏。当电容被击穿时,输出短路,空气开关(有热脱扣和电磁脱扣保护)就会跳闸。当1只晶闸管被击穿时,输入整流器短路,也会引起空气开关跳闸。
为什么元件易损坏呢?主要是元件的质量问题,生产厂家没有把好元件的质量关。1996年5月至1997年8月,上海某公司的8台ZX7-400型焊机的维修,换过快速晶闸管3个,修理印刷板11次,换过三极管V1、V2(4429)、V6(9014), 集成块4013、4538、4011、555和稳压块7915,还有二极管、电阻等。此外,还坏过空气开关、控制变压器、风扇等。
5.9.3 希望与建议
a.把好焊机制造中各个环节的质量关,生产出可靠性高的产品。
b.对使用中出现的问题,抓住不放,尽快改进。例如,珠海某公司生产的TC-400逆变焊机,使用1年多后,才频繁出现热保护动作停机现象。如果该公司能够解决好这个问题,这种焊机是受用户欢迎的。
c.有完整的图纸资料。不仅要有主电路原理图,还应有印刷板的电原理简图,提供主要测试点的电压或波形。





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)