7.3.2操作使用
在进行设备安装、断电检查、空载检查、试焊完毕后方可进行操作使用。其操作步骤如下:
a.打开气瓶开关。
b.合上配电板或配电柜上的电源开关,接通焊机电源:
c.开机后焊接电源前面板上的“电流”指示灯亮,风机转动。
d.将前面板上的“电压范围选择”开关扳到所需档位上,前面板上的“填弧坑电压”“填弧坑电流”及遥控盒上的“焊接电流”调节旋钮调到合适位置。
e.按住“试气”按钮,让焊机预通气10s。
f.当需要进行长焊缝焊接时,应将前面板上的“长焊缝/短焊缝”开关扳到“长焊缝”位置。
按住焊枪开关(不放开)即开始进人引弧阶段,此时的焊接电流、电压由前面板上的“填弧坑电流”“填弧坑电压”旋钮控制。焊枪开关放开后,进入正常焊接,此时的焊接电流、电压由遥控盒上的“焊接电流”“焊接电压”旋钮控制二当第2次按住(不放开)焊枪开关时,即进人填弧坑阶段、此时焊接电流、电压由前面板控制,放开焊枪开关后,焊接过程结束。
一般情况下,“填弧坑电流”和“填弧坑电压”应设置在一个较正常焊接规范小的位置上,遥控盒上的“焊接电流”“焊接电压”旋钮才是用来设置正常焊接规范的,它们各应设在什么位置上,应视用户的实际需要而定。
g.当需要进行电弧点焊或短焊缝焊接时,应将前面板上的“长焊缝/短焊缝”开关扳到“短焊缝”位置。
按下焊枪开关即开始焊接(焊接电流、电压由遥控盒上的“焊接电流”“焊接电压”旋钮控制),放开焊枪开关即停止焊接。
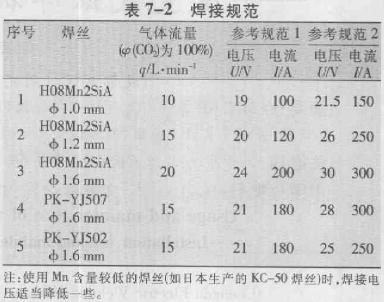
h.焊接规范的选用可参考表7-2。
i.使用完毕后,应即时关掉配电板或配电柜上的电源开关和气瓶开关。
注意:焊接过程中或焊机带有其他负载时严禁扳动输出电压范围选择开关。
7.3.3 维护保养
焊机的检修应由专业维修人员负责,当用户遇到不能排除的故障或不具备维修能力时,应及时与生产厂家联系。
注意:a.机内最高电压达600V,为确保安全,严禁随意打开机壳,维修时应做好防止电击等安全防护工作;b.打开机壳维修前,应将前面板上的“电压范围选择开关”置于24~36V档。以便让机内电容器充分放电。
焊机在工作中出现的下列现象是正常现象:
a.在空载情况下开机后,焊接电源内有“哒、哒、哒”的响声,同时电压表指针也有些摆动;
b.焊接过程中焊接电源内的中频变压器会发出一种中频啸叫声;
c.在高温环境中长时间使用或长时间过载运行时,机内的热敏继电器会自动使焊机停止工作,遇到这种情况时,只要让其空载(不需关机)运行几分钟,焊机会自动恢复正常;
d.在高温环境中长时间使用或长时间过载运行时,也可能使后面板七的自动空气开关动作而切断焊机电源,出现这种情况时应立即关掉配电板或配电柜上的电源开关,让焊机停止工作5min后再开机:开机时应先合上焊机上的自动空气开关,然后再用配电板或配电柜上的电源开关开机。开机后应让焊机空载运行几分钟后再使用。
在开始检修前,应先做以下检查:
a.三相电源的线电压是否在340~420范围内,有无缺相;
b.焊机电源输人电缆连线是否正确可靠;
c.焊机地线连线是否正确可靠;
d.焊接电缆连线是否正确,接触是否良好,焊接电缆导线截面积应不小于70mm
2;
e。气路连接是否良好,气瓶开关是否已打开,有无漏气现象;
f.送丝机压丝轮是否已压好,压力调节是否合适。
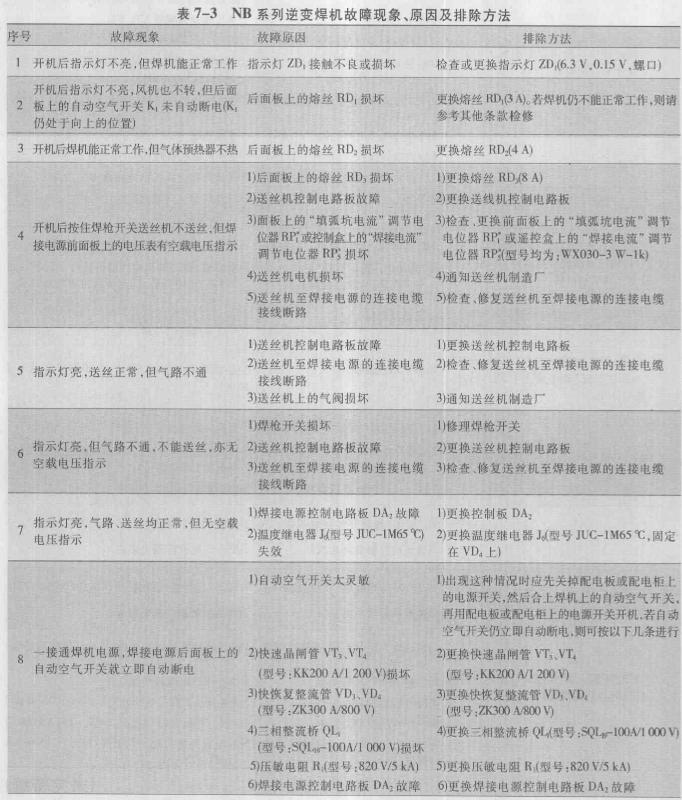
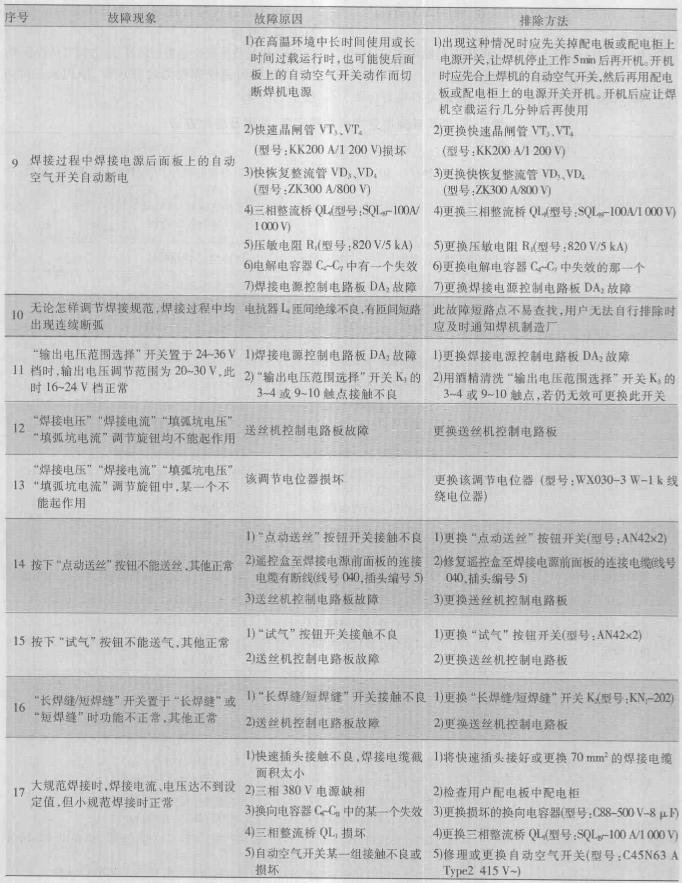
NB系列逆变焊机的故障现象、原因及排除方法见表7-3。





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)