|
6.2.3 送丝方式对焊接电源外特性的要求
在焊接过程中保持焊接参数即焊接电源、电弧电压和焊接速度不变,使电弧稳定燃烧,对于确保焊接质量是至关重要的。对半自动C02焊接而言,焊接速度完全由焊工掌握,可以做到尽可能保持焊接速度不变,但要保持焊接电流和电弧电压不变,完全靠焊工的技能是难以实现的。这是因为一方面焊丝不断地融化到熔池中去,另一方面,由于焊前预加工装配和工件表面缺陷,难免会出现焊接坡口不规则、错边和工件表面不平等问题,导致焊丝干伸长变化而使弧长发生变化,从而使焊接电流和电弧电压发生变化。这种变化,往往发生在一瞬间,焊工无法预测和适时调整,焊接质量的缺陷就在所难免了。因此,在自动和半自动CO2焊接中主要靠焊接电源的外特性和送丝方法的配合来完成这一工作。
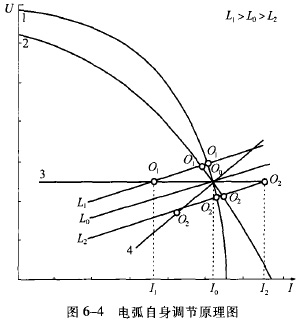
如上所述,弧长的变化导致了焊接电流和电弧电压的变化。电弧的自动调节系统可以十分有效地解决这个问题。电弧的自调节系统分为2大类,即电弧电压自调节系统和电弧自调节系统。前者的特点是送丝速度在焊接过程中随电弧电压的升高(或降低)而加快(或减慢)以自动调节弧压(弧长),自动恢复到稳定状态。电弧自调节系统的特点是在焊接过程中送丝速度恒定不变(即等速送丝)。由于电弧本身固有的特性,即焊丝的熔化速度会随弧长的变化而变化。当弧长增加时,焊接电流减小,焊丝的熔化速度相应减慢,反之亦然。电弧的自身调节过程可以通过图6-4说明。图中电源的外特性曲线为1、2、3、4,电弧的特性曲线为L0、L1、L2。假定图中的电源外特性曲线3与电弧静特性曲线L0的交点O。为稳定工作点,此时的焊丝熔化速度与送丝速度相等。若因焊接处的工作凹凸不平等造成焊丝的干伸长变化,即弧长L0增大至L1时,电弧静特性曲线上移至L1,其弧长外特性曲线的交点上移至O1,此时的焊接电流减小焊丝的熔化速度减慢,而此时的送丝速度不变,导致焊丝干伸长与工件的距离缩小,电弧长度相应减小,电弧即重新回到O。点燃烧,进入了稳定状态。与此相反,如果因为外部干扰使弧长缩短,其工件点下移至O2点,焊接电流增大,送丝速度不变,而焊丝熔化速度加快,导致焊丝干伸长与工件距离加大,弧长便加长,直至回复到原来的O。点上稳定燃烧。
6.2.4 电弧自调节对焊接电源的要求
影响电弧自调节作用灵敏度的因素很多,其中最主要的是电源外特性和电弧静特性。在同样的弧长变化下,电源的外特性曲线越陡,所引起的焊接电流变化越小,电弧自调节作用也就越弱。如图6-4所示,当弧长由L0增大至L1时,用陡降外特性电源1所引起的电流变化要小于用缓降外特性电源2所引起的电流变化,与平直外特性电源3相比,引起的电流变化则更小。对于具有上升外特性的弧焊电源,当其斜率小于电弧静外特性曲线在交点处的斜率时,仍然具有较好的自调节作用。若焊接电源上升,其外特性上升斜率大于电弧静特性曲线斜率时(如图6―4中直线4),则不能保证电弧稳定燃烧。因为此时随着电弧长度增加,电流反而会随之增加,这样在送丝速度不变的情况下,焊丝熔化的速度加快,导致焊丝干伸长越来越短,直至电弧拉断为止。相反,若弧长缩短,电流也会随之减小,在焊丝的送丝速度不变的情况下,焊丝的干伸长越来越长,直至插入熔池,电弧熄灭。由此可见,在等速送丝的情况下应用电弧自调节作用时,最好配用具有平特性或缓降外特性的弧焊电源,而绝不能用具有陡降外特性或斜上升外特性的弧焊电源。
此外,电弧静特性对电弧自调节的灵敏度也有一定的影响。例如,在使用细焊丝,电流密度较大时,电弧静特性曲线则呈上升趋势,这种情况下,配用平特性电源,则电弧自调节作用最强。如果使用的焊丝较粗,焊接电流又不大时,电弧静特性曲线呈平直状,如配用缓降外特性的弧焊电源,可使电弧的自调节作用加强,而且所用的焊接电流越大,电弧的自调节灵敏度也越高。
6.3焊机的安装与准备工作
1 场地
焊机应安放在干燥、通风、无尘埃污染或磨削 铁粉的地方,距离墙壁应在30cm以上,并避免雨淋和水浸。
6.3.2 电源配置和焊接电缆
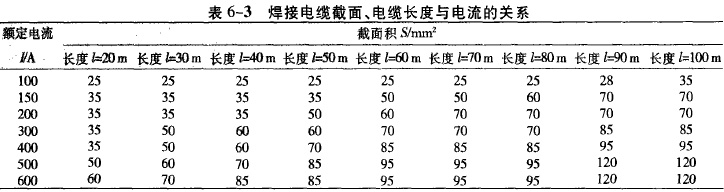
每台焊机应单独配置一个电源开关。焊接电缆的截面和长度与焊机电流的关系见表6―3。
6.3.3 焊接电缆与工件的连接
如果焊接电缆与工件连接处接触不良,由于焊接电流较大,致使其上的电压降增大,并因其变动造成电弧电压和弧长不稳定,影响焊接质量。有的焊工比较随便,如用生了锈的螺栓和螺母将电缆连接在未经清理的工件上,或将几段不同截面的电缆接长使用,这些都将造成焊接回路不必要的电压降,致使电弧不稳和影响焊接效果。
此外,还应绝对避免转胎夹具的齿轮轴承导电。
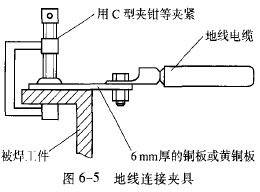
焊接电缆与工件的连接,最好先将工件的表面接合部位磨光,用如图6-5所示的C型夹钳或地线夹夹紧,并用螺栓螺母固定。
6.3.4 通风换气
在进行C02焊接时,会产生大量的烟气和滞留的有害物质,对人体的危害较大,所以必须进行抽风换气。换气时,应采取抽吸方式进行。抽吸方式可在焊接位置的上方安装抽风斗或换气扇,具体位置可根据施工场地的厂房高度、抽风装置的功率以及焊接现场的具体情况确定。
6.3.5 电缆的安装与配置
从电源负端子到工件所用的连接电缆也应按有关标准和规定安装配备,不得采用废旧钢材或零星旧电缆拼接,以免造成不良导电而影响电弧稳定,影响焊接质量。
6.3.6 气路系统检查
a.气瓶、压力调节器。检查气瓶压力是否符合规定,压力调节器工作是否正常,气管接头有无松动,气管有无老化开裂,折曲,开启气体调节器开关有无正常的气体流出,另外,对C02的气体纯度,工艺管理者应特别注意。
b.C02气体加热器。在需要使用C02气体加热器的场合,施焊前亦应检查加热器是否正常工作。
6.3.7 焊枪
仔细检查与焊枪连接的管缆是否有明显弯折,与送丝装置的连接是否松动。导电嘴是否与焊丝直径规格相符,内径磨损是否过大,导电嘴上的飞溅物是否清除。喷嘴与焊枪体是否已拧紧,绝缘套圈是否变形,导气孔是否堵塞。绝缘接头螺纹是否松动,绝缘是否老化,其上面的飞溅物是否已经清除。
6.3.8 送丝机构
认真检查送丝软管,焊枪开关插头和气体出口的接头等各连接部位是否连接良好。送丝轮的沟槽是否清理干净,导丝嘴与送丝轮是否在同一水平面上。送丝轮与焊丝是否匹配。控制电缆是否有断线或绝缘破损。焊丝盘旋转平稳、可靠。
6.3.9 焊接电源
按照制造厂的使用说明要求检查焊接电源。
6.4 操作注意事项
6.4.1 送丝软管尽量平直
送丝软管在焊接前,应检查是否平直,如弯曲得太厉害,应及时纠正。否则会造成送丝阻力太大,导致送丝不稳定而影响焊接质量。根据实际操作经验,越接近焊枪手把处,送丝软管的弯曲对送丝的稳定性影响越大。
6.4.2 焊丝弯曲的处理
当焊丝与导电嘴焊住(回烧)时,送丝管内的焊丝弯曲,电弧就不稳定。即使更换导电嘴后,送丝仍不稳定。因为此时送丝管内的焊丝成波状变形。在这种情况下,就要报废送丝管内的焊丝。
6.4.3 喷嘴的堵塞与松动
喷嘴若粘附大量的飞溅物,会妨碍保护气体的流通而使保护效果变差。如果飞溅物使喷嘴与导电嘴的带电零件联通,当喷嘴接触工件时,就会引起火花,焊枪有被烧坏的危险。如果飞溅物已在喷嘴内壁覆盖一薄层,以后粘附量将急剧增多,所以,必须尽可能早把飞溅物清除掉。
要减少喷嘴飞溅物的粘附,必须选定合适的焊接规范。特别是喷嘴与工件之间要保持一个适当的距离。此距离越近,飞溅粘附量越多,但距离越远,保护效果越差。
使用市面上销售的各种防飞溅粘附剂。使用后可减少飞溅物粘附,而且粘上了也容易除去。
喷嘴相对焊枪体松动的话,空气就会从螺纹连接处渗进,影响气体保护效果。所以必须拧紧。
6.4.4 防止磁偏吹
如果产生磁偏吹,电弧方向就会改变,对电弧的稳定性和焊缝形状都有影响,如图6-6所示。为了克服磁偏吹的影响,可采取以下措施:

a.以远离焊接地线连接点的方向施焊。
b.对特别细长的焊件,应把焊接地线分开连接于焊件的两端。
c.使用引弧板以保证工件起始处的焊接质量。
d.多余的焊接电缆要尽量远离工件,不要放置于靠近焊接线处。
e.环缝焊接时,不要让焊接电缆缠绕在工件周围。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)