6 C02焊机
6.1 CO2气体保护焊概述
C02保护焊是利用C02气体作为保护介质的电弧焊(见图6-1)。根据焊丝直径的不同,C02保护焊可分为粗丝焊和细丝焊2类。其区别不仅在于焊丝直径的不同,还由于随焊丝直径的改变而引起金属的过渡形式和焊接过程许多特点的区别。一般说来,焊丝直径在0.5-1.2mm的称为细丝焊;焊丝直径在1.6mm以上的称为粗丝焊,粗丝焊主要在全自动焊接中采用。应用最广泛的是细丝C02保护焊。
细丝C02保护焊主要用于焊接低碳钢、低合金钢和一部分高合金钢,它具有生产率高、成本低、工艺简单、能进行全位置焊接、焊接过程稳定、焊缝外形美观、熔池小、焊接变形小等特点,是一种具有一定经济意义的先进焊接方法。
6.1.1 C02保护气体特点
用C02作为保护介质,与其他气体有很大不同。C02是一种氧化性气体,在高温时按下式分解,具有强烈的氧化性,原子状态的氧使熔化金属氧化而进入熔池或熔滴,由此产生的气孔、合金元素烧损和飞溅是C02气体保护焊需要解决的特殊问题。在焊丝中适量加入si和Mn,有利于熔池金属内的FeO被还原,不但抑制了CO的生成,同时生成的铁与锰的硅酸盐因其熔点较低和密度小,易于结成大块熔渣浮出熔池表面。
6.1.2 C02细丝焊时熔滴过渡
在C02气体保护焊时,金属由焊丝向熔池的过渡通常是以“熔滴状”进行的,并伴有熔滴与熔池短路现象。随电流密度的增大,熔滴颗粒变细,过渡次数增加。当电流超过临界值时,金属呈不可见的雾状熔滴向熔池喷射,称为射流过渡。此时,电弧极其稳定,没有飞溅。但在CO2气体保护焊中,要达到金属的射流过渡,临界电流值很大,故只适用于厚板。
当采用细焊丝短弧焊接时,配合适当的电源,能获得细熔滴的短路过渡。这种过渡形式的电弧稳定,飞溅极小,适宜薄板全位置焊接。
细丝C02气体保护焊的电源采用直流电源,反极性焊接,焊机具有平特性时,可获最佳的焊接性能。平特性电源能保证获得足够大的空载电压恢复速度和短路电流值,保证焊接时电弧电压恒定不变;配合等速送进的焊丝,能使电弧的自调整作用强烈,有利于焊接规范的稳定不变。采用陡降外特性电源,要配合随电弧电压变化而自动调整送丝速度的变速送丝,才能获得稳定的焊接规范。由于细丝焊时,电流密度相当大,电弧的自调节作用足以保持焊接规范的稳定,所以等速送丝得到了广泛的应用。
6.1.3 焊接规范
C02气体保护焊的焊接规范有空载电压、送丝速度、电弧电压、焊接电流、焊丝直径、焊接速度、焊丝伸出长度和电感值等。
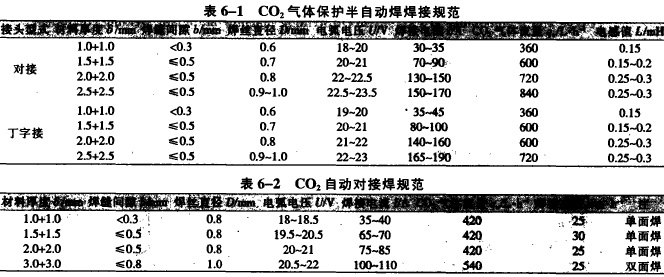
用CO2气体保护焊焊接低碳钢和低合金钢的焊接规范见表6―1和表6―2。
6.2 C02焊接设备
C02焊接设备种类繁多。按使用特点可分为通用设备和专用设备。按自动化程度可分为半自动焊和自动焊设备。本节将着重介绍半自动焊设备,同时也介绍一些自动焊设备。
6.2.1 C02焊接工艺对焊接设备的要求
C02焊的主要工艺参数有焊接电流、电弧电压和焊接速度。许多情况下仅保证这些工艺参数是不够的,还应注意到焊枪角度、焊枪指向位置,焊丝干伸长和焊枪的摆动特点(摆动频率、摆动轨迹等)。在半自动焊时,焊接设备所能提供的规范只有焊接电流和电弧电压2个主要工艺参数,其他参数均由操作者根据工艺要求来掌握。自动焊时,所有的工艺参数都是是由设备来给定的,但对通用自动焊设备来说,主要控制的参数只有焊接电流、电弧电压和焊接速度,其他工艺参数根据不同的工艺要求,依靠调整设备来实现。
为满足工艺要求,焊接设备应具有如下功能:
a.能给定焊接工艺参数,并能在要求的范围内连续调节。
b.能保证主要焊接工艺参数稳定,当系统受到外界干扰时,能在不影响焊接质量的条件下,迅速恢复到给定的工艺参数。
c.能保证焊接过程按照规定程序进行动作。
d.能提供所需的稳定的CO2气体流量。
e.需要时,应能提供冷却水和遥控装置。
f.对于短路过渡焊接法还要求焊接电源具有良好的动特性。
6.2.2 C02焊接设备的组成
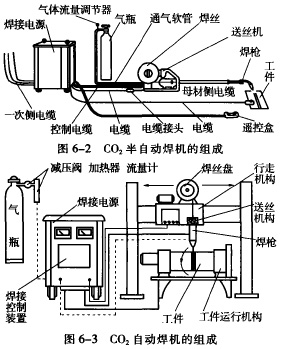
C02焊接设备根据其自动化程度、机种和外观的不同而具有较大差异,但其基本组成是相似的,主要由7个部分组成(如图6―2、图6―3):焊接电源、控制箱、送丝机、焊枪或自动焊时为焊接小车、遥控盒、C02气体减压表及流量计、冷却水循环装置(用于大电流焊接时焊枪冷却)。
焊接电源一般为直流平外特性或缓降外特性(其外特性斜率一般应≤5V/100A),只有在粗丝C02焊时才选用陡降外特性(高速送丝)。
控制箱中安装主要的控制装置。其主要功能包括控制电源的通断,调整焊接电流和电弧电压,控制送丝速度,供给与停送保护气体等。对于自动焊来说,还需要控制小车(或工件)的移动速度(即焊接速度)。当焊接电流超过500A时,焊枪需要水冷,所以还需设置冷却水循环装置。在半自动焊的情况下,控制箱大都放置在电源箱内。在自动焊的情况下,控制箱往往独立设置。
送丝机是驱动焊丝向焊枪输送的装置。它处在焊接电源与工件之间,但一般情况下更靠近工件,以减小送丝阻力,提高送丝稳定性。
焊枪是输送焊丝、馈送电流和保护气体的操作器具,焊接电缆、控制电缆、送丝软管、气管及冷却水管等都与它相连。
C02气体的压力和流量由减压表和流量计调节。如果C02气体流量较大时,还需要加C02预热器,否则易使减压表冻结。
调整焊接电流和电弧电压的旋钮,一种情况是安装在电源箱的面板上,另一种情况是安装在单独设置的遥控盒上。自动焊机则安装在小车上。
C02半自动焊时,沿焊缝移动焊枪是靠手工操作,而自动焊沿焊缝移动是靠焊接小车或工件移动(或转动)来实现的。只有那些特殊用途的自动焊机(全位置焊、立焊或横焊等)的机头才具有较复杂的摆动机构。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)