摘 要:介绍了丰自动焊机中焊枪、送丝装置以及焊机的保养和维护。对CO2/MAG焊机型号编制方法以及基本参数进行了仔细说明。对整流式电源的构成及性能作了全面的分析。
关键词:CO2气体保护焊;保养;型号;参数;电源
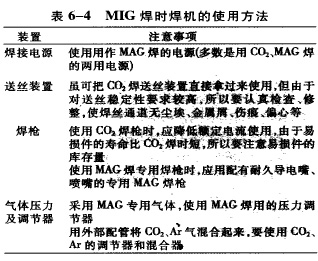
6.4.5 MAG 焊接
进行MAG焊时所用的保护气体有φ(Ar)80%+φ(C02)20%等,电弧发热量大。其焊机的使用方法如表6―4所示。
6.5 保养检查
半自动焊机的保养检查对于充分发挥焊机的性能,延长焊机寿命是重要的。
6.5.1 焊枪
a.导电嘴的检查、更换
由于磨损导电嘴的孔径变大,就会引起电弧不稳定,焊缝外观恶化或粘丝(回烧);导电嘴末端粘上飞溅,送丝会变得不平滑;导电嘴拧得不紧,螺纹连接处会发热而焊死。
b.弹簧软管的清理、更换
弹簧软管长时间使用后,将会积存大量铁粉、尘埃、焊丝的镀屑等,这样会使送丝不稳定。一般在用过100kg焊丝后,就要把弹簧软管从焊枪上取下检查和清理。清理的方法是将其卷成直径约150mm,在平整钢板上轻轻地敲击,使积存物抖落。然后用压缩空气吹掉。对软管上的油垢要用刷子在油中洗刷,然后用压缩空气吹净。
弹簧软管如果错丝或严重变形弯曲,送丝就不稳定,这时就要更换新的软管。换管时要确认是适合于所使用的焊丝直径和长度,而且在切断面不要出现毛刺。
c.绝缘套圈的检查
如果取下绝缘套圈施焊,飞溅将粘附在喷嘴里面使喷嘴与带电部分导通。焊枪可能因短路而烧毁。同时为了使保护气体均匀地流出,一定要装上绝缘套圈。
6.5.2 送丝装置
a.加压力调整
送丝辊轮加压力要根据所用的焊丝直径适当地调节。如果压力不足,焊丝将打滑;压力过大,焊丝将被刻伤、变形。若用药芯焊丝,送丝轮加压力要比实芯焊丝小。
b.焊丝矫直装置的调整
焊丝矫直装置的调整方法按机种的不同而异,要根据制造厂家的标示调整到相应焊丝直径的适合位置。
c.焊丝盘的安装
若安装不到位,焊丝盘在旋转中就有掉下来的危险,产生严重后果。要好好检查制动块或插销是否可靠地装上。
d.送丝轮及所用的焊丝直径
必须装上适合于所用焊丝直径的送丝轮,并检查滚轮上所刻的数字是否与所用焊丝直径一致。
e.送丝滚轮沟槽的磨耗污损
检查送丝滚轮的沟槽是否磨耗,沟槽表面是否刻伤,沟槽中是否粘附着尘埃、铁粉、焊丝镀屑等。清理时要用棉纱抹布等揩净。
f.导丝嘴的检查
装设于送丝滚轮前后的导丝嘴磨损或与送丝滚轮不水平,就会引起焊丝弯曲,送丝不稳定,因此,必须定期检查和维修。
6.5.3 焊机
由于焊机是强迫风冷的,因此容易从周围吸入尘埃并积存于机内。如果导电部分积上灰尘,就会减弱冷却效果,所以要用干燥的空气吹掉,每年要吹2-3次。吹尘时,必须断开输入配电开关。此外,印刷电路板上的集成元件,也会因人体的静电感应而引起损坏。所以在安装、更换印刷电路板时,要按照使用说明书的指示进行。
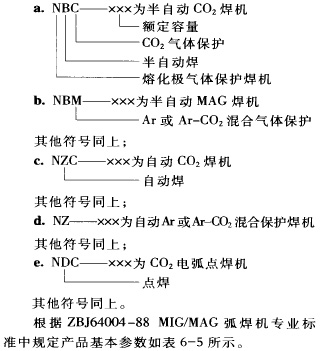
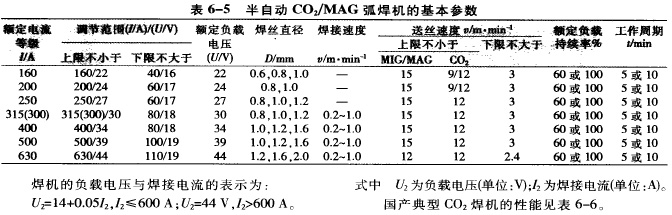
6.6 国产焊机的型号及性能
根据JB1475-80电焊机型号编制方法规定CO2气体保护电弧焊机的型号如下。
6.7 焊接电源
CO2焊通常采用实芯焊丝,没有稳弧剂,所以使用交流弧焊电源进行焊接时电弧不稳定,飞溅大,难以正常工作。因此,CO2焊接都是采用直流弧焊电源和反极性接法。我国目前大量使用的CO2焊接电源主要是整流式弧焊电源,但少量的旋转弧焊发电机仍在使用。
6.7.1 整流式弧焊电源
整流式电源与旋转式电源比较有许多优点,整流式电源的结构简单、制造容量、节省材料、质量较轻,且成本低。另外,该焊机噪声小、动特性好且容易获得所需要的电源外特性,因此具有较好的工艺性能,适合于各种直径的焊丝。它的缺点是过载能力低,控制电路较复杂和要求较高的设备维修能力。
整流式电源主要由以下4部分组成:主变压器、外特性调节机构、整流器和输出电抗器等,如图6―7所示。
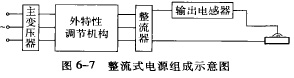
a.主变压器
主变压器的作用是把三相380V的交流电变换成几十伏的三相交流电,实质上它是一台三相降压变压器。
b.外特性调节机构
它的作用是使整流焊机获得合适的外特性曲线,并且便于调节。
C.整流器
它的作用是把三相交流电变成直流电,以适应焊接要求。目前所使用的整流元件主要有硅二极管和晶闸管等。通常将整流元件组成三相整流或者是采用双反星形带相问变压器的整流电路。
d.输出电抗器
它是串联在直流电路中的一个带铁心的电感线圈。主要用于改善整流焊机的动特性,同时也能起滤波作用。
此外,焊机上还设有一些必要的测试仪表、控制器件和保护器件。
整流式电源按不同特性,有不同的分类方法。通常是按电源外特性及电压调节方法来分类。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)