用AX3-300型直流发电机比较理想。将控制箱上的12端子拆除,利用他激绕组小档发电,空载电压(为12V左右)作电源,电流大小可由电流调节手轮来控制,使用起来很方便。
6)将塞块去除,并用酒精擦净松香的痕迹和焊锡渣等异物。
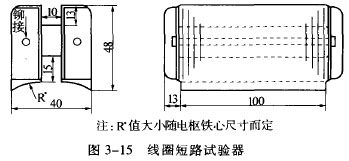
7)检查电枢绕组有否短路。线圈短路试验器可以参照图3-15制作。材料可用1~1.5mm钢板,按图3-15外形尺寸和数量下料,最好经绝缘处理后叠装,进行钻孔铆接,然后刨(铣)出槽子和圆弧。
绕线处锉成圆角。垫上绝缘后,选用0.7mm左右的漆包线在槽内绕140匝左右。为了操作方便,在铁心旁边安一个通断的隔离开关。该开关可以用有弹性的材料(如磷铜板)自制,能达到手按电路通,手松切断电源的动作即可。
测量方法:用36V交流电压通入试验器,并将试验器槽口对准电枢铁心的槽子,通电后用锯条放在同一线圈的另一边槽口上,如果锯条没有被吸住或发出震动声,说明是正常的;反之,说明这2个槽中线圈有短路情况,需要排除故障。每槽按上述方法检查,无误后才能进行下道工序。
线圈短路试验器原理简述:试验器的开口铁心和电枢上的开口铁心(局部看)槽口对准后成了一只变压器。绕在铁心上的线圈相当于变压器一次侧,电枢线圈相当于二次侧,当二次侧(电枢绕组)短路时,线圈就有电流,有电流就要产生交变磁场,因此,另一槽口上就能吸引锯条并可听到震动的声音。
按以上程序方法,再仔细补焊脱焊的升高片,是能够保证质量的。
⑨ 关于AX-320型整流子表面连续占2/5左右地段烧灼严重问题的探讨。
该型号焊机是50年代仿苏产品,国内生产厂家比较多。在用户使用中经常发现整流子连续一段表面烧灼,占周长的2/5左右,而另外地段整流子表面光洁,磨损亦少,这样恶性循环的结果,使整流子变得严重不圆,接近停车时观察电刷有明显的上下跳动现象,焊接时火花特别大,影响焊接性能和焊机使用寿命。
各厂家批量生产中,材料和加工工艺等都相同,但会出现换向正常和连续一段烧灼的产品,因此要从理论上将故障原因说清楚比较困难。从产生的现象来看,跟设计有一定关系。
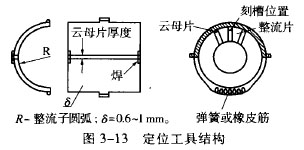
根据以上情况分析,用户如在使用中发现此情况,在修理中须将整流子车圆、云母下刻、整流片倒角等工作做好后,然后在调整电刷位置上想办法。调整电刷位置,实际上是调整刷杆的角度来达到目的。转动一只刷杆的角度,只要调整整流片厚度的1/2左右的距离就可以,将这排电刷磨平进行使用。如果效果差,可以向反方向移动一角度,最多调整4次就能达到满意的结果。
c.处理焊机震动大和响声大的一些知识
震动大,必然使轴承寿命缩短,使控制箱内导线头震断,影响发电和焊接电流的稳定性,焊机的一些固定和连接螺钉松动,严重影响焊机正常使用。震动主要由于转子不平衡造成,一是由于制造厂转子动平衡工作未作好;二是电枢线圈变形;三是用户搬运过程中,由于机械冲击使得转轴变形或修理电枢绕组后未作动平衡试验。不论何种原因,震动太大都应设法减小,应将转轴弯曲部位校直,有条件单位最好做动平衡校验,无这种校验设备可用静平
衡检验方法,也能得到较好的效果。
有的焊机其震动大的原因是由于支持托架紧固螺钉松动引起的。
由于焊机的定转子间间隙很小,如发现轴承损坏应及时更换,否则会造成定转达子间磨擦发热而烧坏绕组。新换轴承应用汽油清洗干净,待干后加入无杂质的润滑油脂,加至轴承室的1/3~1/2即可。平时每隔半年左右更换一次润滑油。
3.3.3 焊机修理后的电气性能测试与调整
修理后的焊机应能满足焊接和使用安全要求。因此,必须对焊机的有关技术性能指标进行测试,其基本的测试项目如下。
a.绝缘电阻测量
用500V摇表(兆欧表)对电动机三相绕组对地、相与相问进行测量,一般绝缘电阻应大于1MΩ。
发电机部分,他激绕组、电枢回路对地及他激与串激绕组之间的绝缘电阻应大于0.5MΩ。
其他控制回路绝缘电阻考核按相应电压值计算,220V以上应大于1MΩ,低于220V为005MΩ。
测得绝缘电阻很低时,要严格处理后方能使用。
b.耐压试验
它是考核焊机的绝缘性能,保证人身安全的重要手段。因此,制造厂出厂前都严格按国家规定的技术标准做试验,电动机绕组对地,相间和与电源有联系的控制回路耐压2000V、时间1min;发电机部分对地或绕组问耐压1500V、时间1min,无击穿现象。修理单位也要按国家标准的50%~70%试验耐压值做试验。
c.空载试验
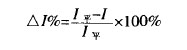
① 电动机部分:起动之前应将他激电源拆除一根线,观察Y和△联结时起动和运转过程,当Y或△联结时运转不正常(声音和转速),应立即停机检查,是由于开关、电动机接头线或电源缺相等原因所致。当运转正常后,应测量抽头电压,符合要求后方能接入他激的电源回路上。而后测量三相电流平衡否,在三相电压平衡的情况下,三相电流不平衡值应小于下式计算值的±10%。
式中I平=(I1+I2+I3)/3;l1、I2、I3分别表示A、B、C相电流;I为三相中最大值或最小值。
三相电流不平衡值大于10%,超过数字大者,说明内部接线,线圈匝数或开关等有故障,针对故障加以排除。
② 发电机空载电压检查:将电压表接在焊机输出端,根据焊机结构原理,拨动极性开关极性指示是否与输出端极性相一致,极性不对时应交换他激绕组的2个头子,而后调节各档或磁场变阻器的起始值和最大值,能否达到铭牌所规定的空载电压值,如果达不到,则按照前面介绍的方法检查排除。
d.定电刷位置和电流调节范围的试验
现在常见的弧焊发电机电流调节方式有以下3种:
① 固定电刷,改变串激匝数作为粗调,调节磁场变阻器作为细调。如AX1-500(AB-500)型、AX7-500型、统一设计的AX系列等焊机。
② 电刷分档定位作为粗调,调节磁场变阻器作为细调。如AX4-300型、AX-320(AT-320)型等。
③ 用串联或短接激磁回路上电阻达到粗调,移动电刷位置作为细调的焊机。如AX3-300型。
以上说明,除AX4-300和AX-320等型号焊机外,另外2类焊机电刷定位正确与否会影响焊机的正常工作。为了减少不必要的麻烦,拆机之前电刷的位置应做好标记,移动电刷式(AX3-300型)可以在额定电流位置或整个刻度值移动范围内标上。标记可在刷架上一处与靠近的静止物上标上,同时也可在限值位置上2处,该法是比较简单有效的。
由于整流子磨损车削和其他原因,电刷还是需要调整定位的。
可以根据工厂的实际情况选用以下方法之一进行。在测量过程中电源电压应保持额定值或接近额定值,提高测试的准确性。
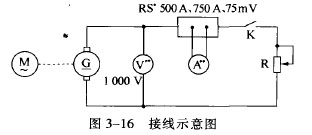
1)用可调电阻作为焊接电流进行调整,接线方法如图3-16所示。
当拆卸前刷架位置未打标记时,可以先将电刷初步定在对准磁极中间位置。
接通负载之前,刻度值置于较小位置。接通负载后,观察火花情况,火花不大时,就可以增加电流,刻度的电压和电流值应符合下列公式计算值:
U=20+0.04I
式中U为工作电压(单位:V);I为焊接电流(单位:A)。
有的老型焊机工作电压按铭牌所规定值进行整定。
空载电压调至最大值(AX7-500型、AX系列焊机等),粗调开关放在大档,调好负载电阻,移动刷架使其达到刻度值,此时火花不大,就可以将电刷架紧固,这样就能符合焊机最大输出电流,然后分别检查各档工作是否正常,不正常说明内部接线有问题或转换开关接触不好等。有时该点位置火花大,但只要适当向两边移动一点距离,火花明显减少,这种情况可以换向性能为主考虑,牺牲一点最大值(有时大于最大值)和刻度的准确性也是必要的。
AX3-300型焊机是以移动电刷位置达到电流细调的。该类焊机调整时首先将电流指示件松开,便于自由转动。调节负载电阻使工作电压为32V,焊接电流为300A;或工作电压35V,焊接电流为375A。选用电阻后,(电压、电流、电阻三者相互调整配合)转动电流调节手轮,达到此值后停止转动,电流刻度值与实际电流值差得很小时,只要松开固定刻度牌的螺钉,能在腰形孔的范围内调整即可。如果焊机是在冷态情况下,考虑热态时电流会变小,因此要适当调大一点。如果电流刻度值与实际值差得比较大时,焊机可在停转后,拆除手轮的锁紧螺母,取下手轮和键,这时又将螺母套上,用手推或木榔头轻敲进去,按照手轮上的刻度需要,改变齿轮与弓形齿轮的相对位置,就可以达到此目的。手轮和键等恢复后,再通电检查。如果尚差一些,可以按以上程序再调整,一直达到满意为止。最后装紧指示件和紧固螺钉、螺母等,刻度定位工作结束。
2)施焊法
电流表和电压表法。焊机输出端接上直流电压表,在焊接回路中串联电流表。当焊接时,两表指示工作电压与焊接电流值,符合U=20+0.04I关系式,刻度指示值应基本与前面所述的第1种调整方法相同。该法所需的设备少,比较准确。
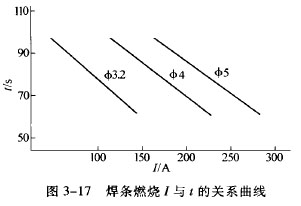
用焊条燃烧时间反推法。工厂条件比较差,在什么测试仪表都没有的情况下,可以利用同一种规格的焊条,在不同电流的情况下,将焊条燃烧完所需不同时间的特点,得知焊接电流的大小。具体的试验方法是:取截面为50mm,长10m的2根电缆进行施焊。当选定某位置时,连续燃烧1根焊条,焊头留长为25mm左右,控制电弧的长度只要按一般手工焊法操作即可,并记录每根焊条燃烧时间。经多次焊接试验的数据绘成电流与时间的关系曲线,如图3-17所示。根据时间长短在图3-17中查得实际电流值后,调节的方法同前面所述的第1种方法一样进行。
e.换向检查
修复焊机换向性能应设法达到或接近部颁标准的指标,即整个电流范围内火花等级不大于1.5级,短路时应不大于2级。如果发现火花大,可以按换向性能差的故障修理方法排除。
如有条件可作电流调节范围、电流指示器精度、机组效率等项目的测试。
4 整流弧焊机的安装、使用与维修
4.1 整流弧焊机的特点和分类
整流弧焊机一般是指以弧焊整流器为电源并配有焊钳或送丝装置(小车)等辅助工具的电弧焊机。弧焊整流器一般由一次侧、二次侧线圈相互分开的主变压器、半导体整流元件组以及为获得所需外特性的调节装置(磁放大器等)和指示装置、辅助装置(电流表、电压表、冷却风扇等)组成。目前,作为整流元件大多采用大功率硅二极管。但也有用晶闸管元件兼作整流和控制之用的。
与直流弧焊发电机相比,晶闸管式和逆变式弧焊整流器具有节省材料、制造方便、价格低廉、空载损耗小、噪声低、使用寿命长、维修方便、动特性好、易于实现焊接的机械化和自动化等优点。因此,广泛用作手弧焊、气体保护焊、埋弧焊、等离子焊接与切割的电源,在许多场合下已经取代直流弧焊发电机。
目前,我国生产和使用的弧焊整流器有多种,按其外特性可分为3类。
a.下降外特性的弧焊整流器,型号为ZX系列。其外特性是陡降和缓降的,可作为手工焊、等速送丝式埋弧焊、钨极氩弧焊和等离子焊接与切割的电源。
b.平特性的弧焊整流器,型号为ZP系列。其外特性是平硬或呈“L”形的,主要用作熔化极气体保护焊、等速送丝式埋弧焊和多站式手工电弧焊电源。
c.多特性弧焊整流器,型号为ZD系列。它具有平硬或下降2种外特性,可根据需要任意选择,主要作为熔化极气体保护焊和埋弧焊的电源。
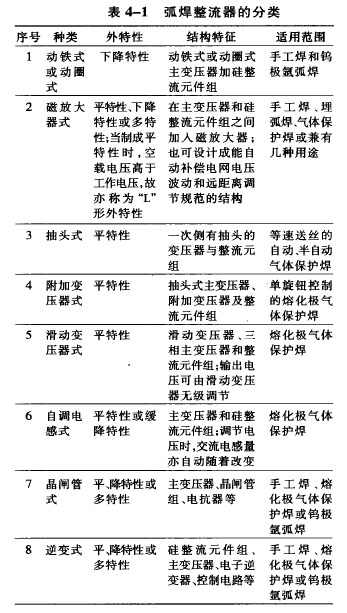
弧焊整流器还可按其外特性调节机构的作用原理分类,其分类见表4-1。
80年代初发展起来的逆变焊机,系采用逆变技术把高压直流变换成中高频交流,然后通过主变压器降压后,经整流滤波输出电流。






 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)