1.4 不同的焊接方法如何选用不同静外特性的焊接电源
1.4.1手工电弧焊
手工电弧焊时,电源的外特性必须是下降的。这时外特性曲线与电弧静特性曲线有A、B2个交点(见图l―7)。A点是电弧引燃点,在此点燃烧不稳定。焊接电流稍受外界影响,即或熄灭,或一直变化到8点。
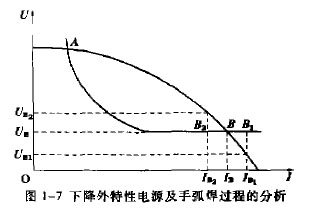
在B点,电源所提供的输出端电压等于电弧所需要的电弧电压,电弧能稳定燃烧。如果燃烧点变到B1,电流增大到IB1,这时电源供给的电压UB减小到UB1。UB1小于电弧在IB1燃烧时的电压,迫使电流由IB1回复到IB;同样,当燃烧点变到B2,电流藏小到IB2,这时电源供给的电压UB增大到UB2。电源供给的电压大于电孤实际的需要,又迫使电流自动增加回复到IB值。所以手工电弧焊应采用下降外特性的电源。
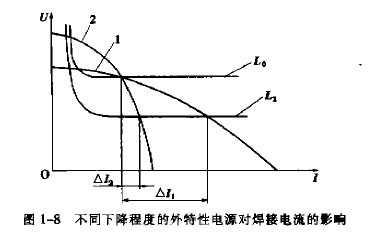
下降外特性有陡降和缓降2种,如图1―8中的曲线1和曲线2所示。哪一种更有利于手工电弧焊的焊接规范稳定呢?如果焊接时电弧长度由L0变化到L1,陡降外特性曲线2的电源,其电流变化为△I2;外特性缓降曲线1的电源,其电流变化为△I1。显然△I1>△I2,即缓降外特性电源所引起的电流变化大。所以,手工电弧焊时,焊接电源的外特性陡降比缓降的更好。
1.4.2埋弧自动焊
a.等速进丝的埋弧自动焊
埋弧自动焊的电弧在下降外特性曲线的电源供电进行燃烧时,电弧本身有自调作用,焊接过程中弧长的变化就依靠电弧的自身调节,使弧长很快地恢复正常,送丝速度恒定不变,能保持焊接过程稳定。
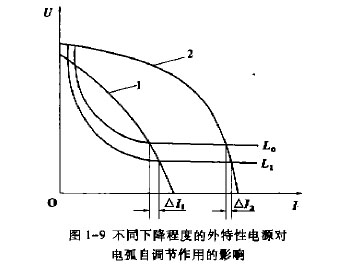
当弧长缩短(见图1―9)如由L0变化到L1时,根据电弧自调节原理。缓降外特性的电源1由于弧长变化而引起电流的变化为△I1;陡降外特性的电源2由于弧长的变化而引起电流的变化为△I2。显然△I1>△I2,电流变化大,焊丝熔化快,促使弧长恢复也快。可见,不同下降程度的外特性电源,其自身调节的灵敏度是不同的。缓降外特性电源的弧长恢复快,敞等速送丝的埋弧自动焊最好用缓降外特性的电源。
b.变速送丝的埋弧自动舜
变速送丝的埋弧自动焊,其送丝速度随弧长(电弧电压)的波动而变化。弧长增大时,电弧电压增加,促使送丝速度相应增加,从而使弧长恢复到原来的长度。

在焊接过程中,若由于外界条件变化,引起两外特性曲线不同的电源有同样大小的电流变化△I,(如图1―10)。这时。缓降外特性1的电源,使电弧电压变化为△U1;陡降外特性2的电源,使电强电压变化为△U2,△U2>△U1。电弧电压变化越大,使送丝速度相应变化亦越快。由此可知,外特性越陡的电源,其电弧电压自动调节的效果越好。故变速送丝的埋弧自动焊最好用具有陡降外特性的焊接电源。
1.4.3 气体保护焊
气体保护焊的种类很多,这里着重讨论用得比较广泛而又有代表性的CO2气体保护自动焊和钨极氩弧自动焊。
a.CO2气体保护自动焊

由于电弧在CO2气体中燃烧,气体的冷却作用使电弧静特性曲线呈上升状,如图1―11中所示曲线L0、L1。因此,对于用等速进丝的CO2气体保护自动焊的电源外特性可选择缓降外特性曲线2、平特性曲线3,甚至上升外特性曲线4。
当弧长发生变化,L0缩短到L1时,4种不同外特性曲线所引起的焊接电流变化分别为△I1、△I2、△I3、△I4,而且△I4>△I3>△I2>△I1。进丝速度不变,电流变化越大者,焊丝熔化速度越快,促使电弧长度恢复到原来的长度也越快。所以,具有上升外特性电源的电弧自身调节灵敏度最高,平外特性次之,缓降外特性更次,陡降外特性最差。故CO2气体保护自动焊通常不用陡降外特性的电源。
b.钨极氪弧自动焊
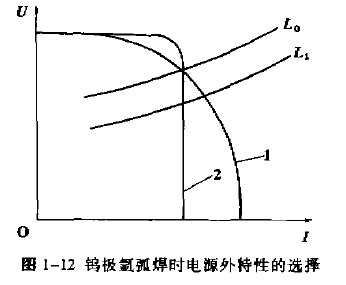
电弧在氩气中燃烧,由于氩气的冷却作用,电弧静特性曲线也略呈上升状,见图1―12曲线L0、L1。为了得到尽可能稳定的非熔化极氩弧焊的焊接规范,焊接时弧长变化所引起的电流变化应尽可能小,故可选用陡降外特性或垂直陡降外特性的电源。具有垂直陡降的外特性电源,当弧长由L0变化到L1时,可使焊接电流基本保持不变。
1.4.4电渣焊
要满足电渣过程的特点,即保证焊接过程无电弧产生,维持正常稳定的电渣过程,一般都是采用平特性的降压变压器作电渣焊电源,其感抗小,功率因数和效率高,制造也很简单。
1.5电弧焊机选择和使用方法
目前弧焊方法有下列几种:手工焊、CO2气保焊、自保焊、TIG焊、MIG焊、埋弧焊、等离子焊等。
1.5.1弧焊方法的选择
选择焊接方法时,必须对本厂焊接工作进行归纳。首先根据焊件材料,不同板厚算出2-3年内的焊接工作量。对工作量大的焊接操作,可从上述几种方法中选出最有效的焊接方法。并根据焊接工位、工作环境(室内、室外、工作范围)、焊接质量(X射线检验、焊缝外观等)来检验所选焊接方莹是蕊遗当。如果不适当,则应再选择能满足要求的较低教事的焊接方法。也可以只在那些不适于采用高教霹接方法的部分,改用低效焊接方法。再者,还可以跌材质、板厚、操作条件等出发,选定几种焊接方法,但是,对工作量大的应考虑焊接自动化。
1.5.2 焊机的选定
焊接方法确定之后,随之应选择榴适应的痒机。从多种焊机中选择最合适的焊机需注意以下几点:
a.多用焊机的有效使用
在选定的焊接方法中,假如施焊工作量少,即使采用单功能的焊机,也不能充分利用。采用多用焊机,则可在施焊量不足的情况下,用于进行其他的焊接,因而能提高焊机的工作效率。另外,在现场施焊或外出采用多种焊接方法施焊时,用多功能焊机可以减少焊机台数和提高焊机使用效率。
b.减小电源容量
从节省能源的观点出发,应尽量减小电源变压器容量。而要减小电源变压器容量,问题在于焊机额定输入功率的大小。如果采用不同的焊接方法,则每种焊接电弧的燃烧情况不同,为使电弧稳定,必须采用不同的额定输入功率。
即使是同一额定输出电流,由于焊接方法不同,其额定输入功率也就不同。如TIC焊(直流)、CO2气保焊、等离子焊等,其额定输入功率都小。而交直流两用TIG焊机的额定输入功率则大,因它也适用手工焊。
在交流弧焊机中,用电容器来提高焊机的功率是有益的 由于在要求减小电源变压器容量的情况下,必须考虑焊机的额定输入功率,因此,有必要对选定的焊接方法再次进行推敲,同时应避免使用不必要的额定输出电流大的焊机。
c.适合操作的条件
根据焊件和周围环境选择焊接操作形式,然后再根据焊接操作形式来选择具备特种功能的焊机,从而有效地提高工作效率。例如,在远离焊机的地点进行焊接时,需具备焊接规范的遥控调节;在电源电压波动大的地点焊接时,焊机需加装电源电压波动补偿装置;在50Hz、60Hz两地区施焊时,则应用50Hz、60Hz的通用焊机。对交流弧焊机应根据操作条件,采用防触电装置,但为了在任意操作条件下使用,则应采用带内藏型防触电装置的焊机。
1.5.3焊机的使用方法
使用焊机时,首先必须考虑充分发挥其性能,并遵照焊机使用说明书所说明的注意事项有效地使用。
a.容许负载持续率
弧焊机是以电弧断续燃烧为前提的。电弧燃烧时间与全部焊接时间之比祢之谓“负载持续率”。铭牌上所表示的额定负载持续率,系指额定输出电流时的负载持续率,它是由线圈的温升所决定的。因此,若工作电流小,则允许提高负载持续率。容许负载持续率和工作电流之间的关系可由下式算出:
因此,若工作电流比额定输出电流小时,可提高额定负载持续率;或者,若降低额定负载持续率,则可提高额定输出电流。整流弧焊机由于整流元件的热容量小,所以不能用比额定输出电流大的电流焊接。
b.减少电能损耗
电弧焊接时电流一般都是较大的,因此,根据不同的工作情况,焊接电缆应尽可能短,因为长电缆造成的能量损失较大。比如38mm2长60m的电缆,工作电流300A,通电时间1天4h,1个月工作20天,每月即耗电216度。
因此,焊机应尽量与焊接点靠近,以缩短焊接电缆长度。若电流小,即使电源侧的电缆较长,其能量损耗也不大。
c.夹具的使用
合理有效地使用夹具,对于提高焊接效率是有成效的。如圆周焊接时,用旋转爽具使焊件旋转;直线焊接时,使焊件直线移动,而操作者不移动位置,可连续施焊。这样,既可提高工作效率,又能提高焊接质量。
特别是半自动焊,如采用合适央具,就能进行简单自动焊,一个人能有效地操作几台焊机。另外若使用夹具,可将立焊、仰焊改变为乎焊,大大提高工作效率和焊接质量。
d.维护检查
要保持焊机正常地使用,必须定期进行维护检查。如清除内部灰尘、检查基本性能、更换零部件等等,这样,更能充分发挥焊机的性能,有效地提高工效。
1.6电阻焊机电源特性和焊接回路的基本特点
1.6.1电阻焊机的分类及型号
电阻焊是利用强大的电流通过焊件焊接区的电阻产生热量,同时对焊接处鹿加压力而实现电阻焊的装置。
电阻焊机可按接头形式和工艺方法、电流以及电源能量种类来划分。其分类见图1―13。

电阻焊机的型号和其他电焊机一样,由大类名称、附注特征、小类名称、系列序号、基本规格、派生代号、改进序号7个部分组成。如表1―2所示(略)。
1.6.2 电阻焊的电源特点
电阻焊电源是一个漏抗极小的电源。其焊接变压器更接近于一般电力变压器而不同于弧焊变压器。其特点主要有:
a.由于要求电源对工件提供瞬时大电流,因而要求电源二次侧电压低(固定式焊机通常不超过10-12V),特殊情况(例如悬挂式点焊机或某些要求焊接回路较长的场合)也有达到24V左右的。回路的阻抗小(一般在几微欧到几十撤欧内)。
b.功率大(变压器功率一般在几十到几百kVA,甚至可达到上千kVA),且具有较好的调节性能。调节方便,控制精确。
c.工作不连续,无空载运行。电阻焊电源的负载持续率一般比弧焊电源低。
d.为了减少漏磁通,变压器一次绕组和二次绕组安装在同一铁心柱上,通常采用永拎却。以便尽可嚣地减小焊接电源的轮廓尺寸。
1.6.3电阻焊焊接回路的基本特点
点焊、缝焊、凸焊机的焊接回路,主要由电阻焊变压器二次侧线圈,二次侧硬、软联结件,电极臂(导电轴、轴瓦),电授握杆,电极(电极平板)等组成。对焊机的焊接回路主要由电阻焊变压器二次侧线圈,二次侧硬、软连线,静、动夹具等组成。
由于电阻焊机是通过焊件焊接区的电阻产生的热量进行焊接,而焊接区的电阻又是微欧级的,所以焊接电流通常为千安级以上。由于二次倒回路通过的电流大,因此回路导体构件的电阻、构件间的接触电阻及二次侧回路所包容的面积产生的感抗,通电时均造成能量的大量损耗和电网功率因数的降低。电阻焊机电授臂间距离与臂伸长度的改变,直接影响到焊接电流的变化。在二次侧空载电压不变的情况下,当臂伸长度和臂间距离增大时,焊接电流将随之减小。因此在焊接同等厚度的工件时,长臂伸或大臂闻距离,焊机所需焊接变压器容量应比短臂仲或小臂间距离的大。
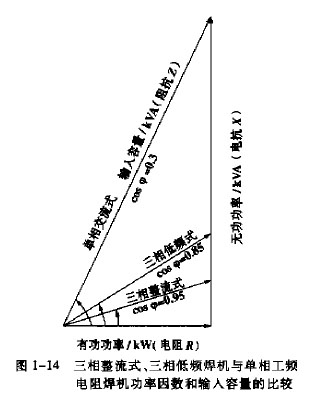
因此,工频电阻焊机的功率因数主要取决于二次侧回路的感抗,回路感抗则几乎和包容面积成正比。为了提高焊机的功率因数可将焊接变压器做成低漏抗变压器,同时,在焊机设计中尽可能减少包容面积。但是,采取这些措施的效果有限,直至低频焊机和二次侧整流焊机问世才从根本上解决这一问题,使电阻焊机的功率因数提高到0.85-0.95。三相整流、低频焊机与工频单相电阻焊机的功率因数与输入容量的比较见图1―14。
1.7 电焊机的使用须知
1.7.1 电焊机的种类及其电气性能
焊接的方法程多,其中有电孤焊和电阻焊。下面将扼要介绍它们的电气性能。
a.电弧焊机
① 交流弧焊机
交流弧焊机除了广泛应用于手弧焊之外,也应用在自保护电弧焊和铝台金的TIG焊中。为了可靠地引弧并使电弧稳定地持续燃烧,所以要求焊机的空载电压为65―85V;而燃弧时,电弧电压应为20―35V,呈下降外特性。
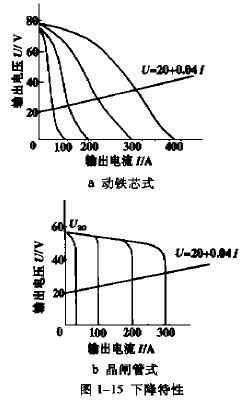
单相动铁式交流弧焊机,其输出特性如图1-15a所示。而近年来普及的交直流两用单相晶闸管式焊机,由于采用普通的反馈控制而实现恒流控制,其外特性则如图1-15b所示。对于这种特性,即使电弧电压变化,电流也几乎不变,所以称之为恒流外特性。
② 直流弧焊机
直流弧焊机输出直流电流,其外特性可用如图1―15那样的下降特性。可用于焊铝、不锈钢等多种金属的TIG焊,或者对稳弧性能要求较高的高台金钢的手弧焊。
在直流TIG焊机中,为了使起弧平稳,需要叠加一个高达100-180V的引弧电压,所搬一般采用如图1―16a所示的外特性。

此外,直流电弧也用于等离子切割,此时要把空载电压的最大值提高到120-200V。即采用如图1―16b那样的外特性。
直流弧焊机多用三相整流式,它比之单相动铁式或单相晶闸管式具有输入容量软小的优点。
③ 自动、半自动弧焊机
这种焊机的特征是连续送进焊墼丽实现焊接。它们可按表1―3分类(略)。
对于高速细丝的CO2焊接,可用直流平特性,虽然是等速送丝,但利用电弧自身调节作用仍可进行稳定的焊接。由焊机的输出电压决定焊接电压,由送丝速度决定焊接电流。
与下降外特性不同,平特性因会产生非常大的短路电流,所以必须注意避免诸如输出端短路之类的情况发生;
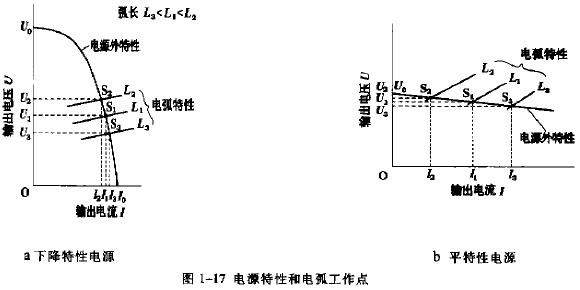
电源外特性和电弧工作点如图1―17所示。下降外特性的电源交直流均可用,而平特性只用于直流。
b.电阻焊机
它是利用被焊工件的电阻和接触电阻,当通以大电流时由电阻发热(焦耳热)把接合面的温度升高到焊接温度,再施以压力从而实现焊接。
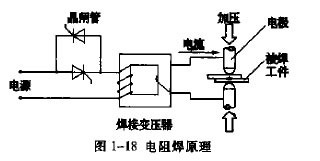
如图1-18所示,输出电流决定于输出回路的阻抗,而电流调整则通过变压器输入回路的晶闸管的相位控制而得以实现。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)