|
b.根据焊机容量选择适当的电抗器容量及台数,与焊机联接的方法见图2-10。

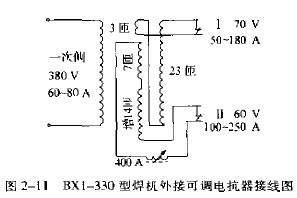
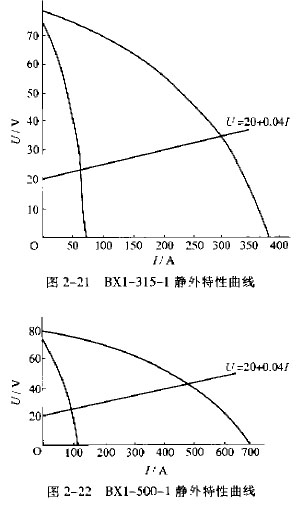
动铁式交流弧焊机(如BXl-330型),有时也可1台改2台使用,只是较前者复杂一些,改装示意图如图2-11所示 原焊机I档用了3匝和23匝2组二次侧线圈,输出空载电压7OV,电流50~180A,这可供一把焊钳,用原焊机的动铁心来调整焊接电流。剩下的二次侧线圈只有7匝1组,其感应电压不够高,因此需增加l4匝线圈才能产生6OV的空载电压。但这样电流过大,可达4O0A,为解决电流太大及调节电流的问题,需另外串接1个可调电抗器,才可接用第二把焊钳。经实践验证,改装后焊机焊接性能良好,用调电抗器.才可接用第二把焊钳。经实践验证,改装后焊机焊接性能良好,用Φ3、Φ4mm焊条焊接,既容易调节,又互不影响。
2.4.3 增设焊接电流遥控装置
在高空作业或离焊机较远的地方施焊,焊工调节电流需往返于工作地点和焊机之间,既浪费时间又增加了疲劳,这时需要在工作地点能遥控焊接电流。目前较普遍的焊接电流遥控方法是电动机式遥控。
电动机遥控方法是通过电动机带动调节丝杠使动铁心或动线圈移动来实现电流遥控的,该电动机可用遥控盒或遥调杆操纵。
使用遥调杆可省去控制电缆,其工作原理如图2-12所示。图中M为带减速器的电动机。遥调杆由二极管及限流电阻串联而成。A为磁放大器,它的构成是在矩形磁滞回线材料制成的环形铁心上分别绕上适当的线圈一环形铁心串在焊接电缆中, 焊接电缆为控制线圈。A的2个工作线圈分别经二极管与继电器线圈KA1、KA2串联。当弧焊变压器Th空载时,2个继电器均因电流通过而动作,将KA1、KA2的2个常闭触点打开,所以接触器KM1、KM2不动作,电动机不转动。需调节电流时,把遥调杆接到焊钳和工件之间,焊接回路通过的单向半波电流使磁环中的一个去磁(不饱和),而另一个增磁(更饱和)。这样,与去磁磁环工作线圈串接的继电器线圈电流减少,继电器释放,而另一个继电器则保持吸合。例如KA1保持吸合,KA2释放,则KM1吸合,电动机向某一个方向旋转,从而带动铁心或动线圈移动,实现了遥调焊接电流。
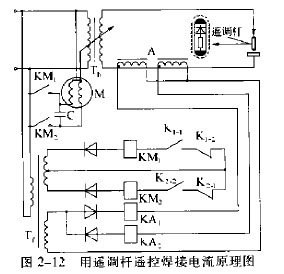
当遥调杆倒过来接通时,焊接回路中的电流反向,继电器通断状态也相反。这时KM2动作,电动机向另一方向旋转。正常焊接时,A控制线圈即焊接电缆有较大的交流电流通过,磁放大器类似电流互感器,两继电器均工作,所以电动机不转动。该遥控装置的优点是电流调节方便,不需遥控电缆;缺点是装置构造较复杂,改装费用大。
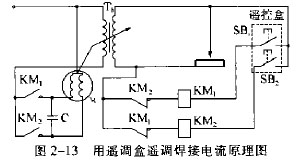
用遥控盒调节电流的装置见图2-l3。通过遥控盒中的按钮控制电动机M的正反转。按SB1时,KM1吸合,M正转,电流增大;按SB2时,KM2吸合,M反转,电流减小。该遥控装置的缺点是需一遥控盒和较长的控制电缆,给焊接操作带来不便,优点是结构简单,故障率低而且容易维修。
2.4.4 交流弧焊机的自动节电装置
交流弧焊机在空载时,一次侧线圈中仍有空载电流通过。其空载损失相当可观,一般达300-500W。
在一般厂矿中,手工电弧焊机的使用率很低,空载时间长。假如1台焊机的空载损失为400W,使用率为50%,1班按8h,1个月按25天计算,1年的空载损失就达480kW・h,相当于5、6户家庭1年的用电量。
在连续焊接的场合(如大型焊件、长焊缝、多层焊等),采用焊后及时切断电源就可以减少焊机空载损失,但在断续焊接(如焊件装配点固焊、小型焊件的焊接、维修焊补等)时,焊机负载时间和焊机空载时间都较短,并互相交替,此时,不可能由焊工过分频繁地接通和断开电源,为了减少空载损失,需采用焊机空载自动节电装置。
焊机空载自动节电装置工作程序如下:空载时电焊机处于断电状态;焊接时,只要将焊条和工件一接触,开关就会自动合上,绐焊机供电;停止焊接时,电弧熄灭后延迟一定时间开关自动断开。交流弧焊机自动节电装置有各种形式,按焊机空载时一次侧线圈是否断电,可分为以下2大类。
a.空载时切断输人电源
这类节电装置在焊机空载时自动切断一次侧电源,焊机空载损失为零。其常用线路举例如下。
①电弧继电器式节电装置
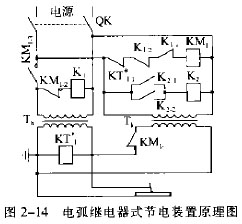
其线路如图2―14所示。焊机空载时,焊接变压器一次侧线圈断电,控制变压器Tk使焊机二次侧线圈有l2V左右的电压。该电压使弧焊变压器一次侧线圈感应产生一定的电压,使K1吸合,其常闭触点K1-1断开,使KM1保持释放状态。而K1的常开触点K1-2闭合使K2吸合。若需焊接时,让焊条与工件短路,弧焊变压器一次侧线圈中原先的12V电压消失,K1释放,其常闭触点K1-1闭合,主接触器KM1闭合,焊机一次侧线圈接通电源,可以引弧焊接。焊接停止时,电弧熄灭,焊机二次侧空载电压使延时继电器KT'1吸台,其常闭触点KT'1-1延时断开(可在0.4―60S内调节),主接触器KM1断电释放,使电路恢复起始状态。
②晶体管式自动节电装置
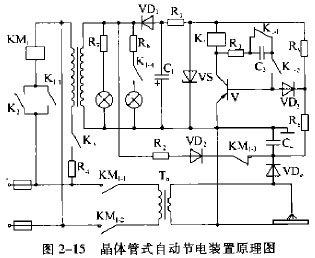
其线路如图2―15所示。整个装置主要采用1只继电器K1和1只接触器KM1。空载时,晶体管V截止,K1释放,KM1也释放,变压器一次侧线圈断电。需引弧焊接时,同样用焊条接触工件,晶体管V导通,继电器K1和接触器KM1吸合,弧焊变压器一次侧线圈通电,可正常焊接。停止焊接时,焊机二次侧电压升为空载电压,电容C4上电压升高,基极电流不能再沿R 流通,但仍可通过R3向C3充电而得以维持,K1继续通电吸合,C3由于不断充电,其电压不断升高,使基极电流不断减少,经一定时间后,基极电流下降到一定值K1才释放,KM1亦释放,线路恢复初始状态。
b.空载时不切断输入电源
这种装置实际是一种空载时降低电压的防触电装置。当焊机空载时,弧焊变压器一次侧线圈不断电,而是通过电容器使它降压,以减小其空载电流,从而达到节电并防止触电的目的。由于焊机没断电,所以仍存在空载损失,不过已减少了很多。举例如下。
①电弧电压继电器式节电装置
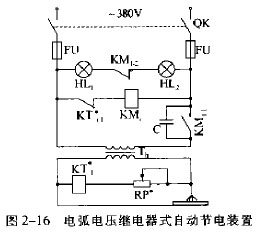
其线路如图2―16所示。KT'1为电弧电压时间继电器,KM1为接触器,C为降压电容器。空载时,KT'1线圈通电吸合,KM1释放,KT'1-1常闭触点打开,焊机一次侧线圈经电容C接入电网,使焊机空载电压降低,但弧焊变压器二次侧线圈感应出的电压仍足以维持KT'1吸合。在引弧焊接时,焊条与工件间短接,KT'1两端失去电压而释放,KT'1-1常闭触点瞬间闭合,使KM1线圈通电吸合。此时焊机一次侧线圈直接接入电网,即可进行焊接。停止焊接时,焊机空载,较高的空载电压使KT'1吸合,延时断开其常闭触点,使KT'1线圈延时断电,恢复到原始状态。
②晶体管式自动节电装置
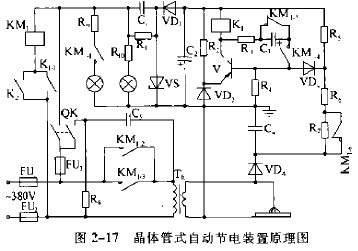
其电气原理如图2―17所示。当电源开关QK合上后,弧焊变压器一次侧线圈通过电容C3构成通电回路,并在其二次侧线圈感应出约25-35V的交流电压。该电压经VD4整流,C4滤波形成一个直流截止信号加到由R4、R5、R6、VD2、VD3、V组成的多稳态逻辑门反相器上,使晶体管V截止,继电器K1断电,主接触器KM1释放,焊机只能经C3给一次侧线圈供电。在引弧焊接时,将焊条触及工件,焊机二次侧线圈短路,截止信号消失,v导通,K1和KM1相继吸合,焊机一次侧直接接通电网,于是可以进行焊接。停止焊接时,焊机空载电压经VD4整流,C4滤波后又形成截止信号使v截止,但由于负反馈元件R3、C3的接入,使K1经过1O~20s延时后释放。于是KM1断电,焊机恢复原始状态。此时焊机一次侧线圈只有很小的空载电流通过。
2.4.5 提高交流弧焊机的功率因数
交流弧焊机的效率虽高,但功率因数较低,一般在0.5~0.7之间,也就是说在交流焊机输入电流中,无效电流占有相当大的比例。我们总是希望这种无效电流尽量少一些,因为它既增加输配电设备的负担,又增加了输配电线路上的电能损失。如果能提高焊机的功率因数,就可以获得节电的效果。为提高焊机功率因数,一般采用在焊机一次侧并联补偿电容器的方法,所需电容容量可按下式计算:
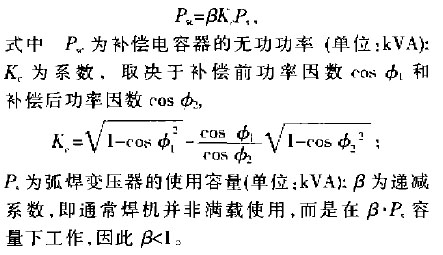
为了减少电容器容量,可以在变压器一次侧加升压抽头。电容器应接在升压抽头位置上,如图2-l8所示。这时要注意电容器的耐压须大于或等于抽头端电压。
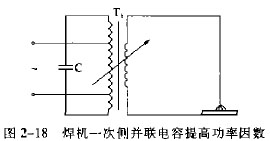
必须指出,即使在空载时,并接于一次侧的电容仍构成回路,即同样要消耗电能,所以,对使用率不高的焊机是否加装电容,要慎重考虑。现在有些工厂,采用全车间对整个网路集中补偿,或单机加电容,再装节电装置,这将是较好的方法。
2.5 BX1系列交流弧焊机的维修
2.5.1 焊机的基本结构及电气原理
BXI系列交流弧焊机(以下简称焊机),是用供单人手弧焊的量大面广的焊接电源之一,它可进行各种低碳钢、低合金锕构件的焊接。本系列焊机具有体积小、质量轻、使用灵活、调节方便、噪声小等良好的使用性能,同时还具有引弧容易、电弧燃烧稳定、飞溅小、焊缝成形美观等优良的焊接性能。
本系列焊机虽有多种规格,但其结构及电气原理是相同的,如图2―19所示。
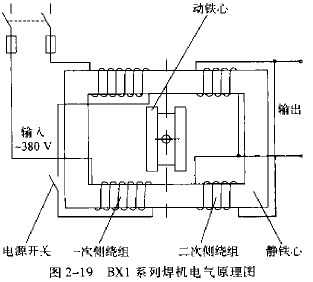
本系列焊机系由动铁心增强漏磁式弧焊变压器、电流调节装置、电源开关、壳体、底架及附件所构成。静铁心窗口和动铁心均采用梯形结构。这种结构形式使电流调节比较均匀,且动铁心的振动小,从而使电弧稳定,特别是小电流时的电弧稳定性获得显著提高。
焊机的一次侧及二次侧绕组分别装于静铁心两侧,中间装动铁心,摇动与动铁心相连的手柄,可使动铁心移动。当动铁心向静铁心内移时,动铁心与静铁心间的气隙就减小,漏抗增大,因而使焊接电流减少;反之,当动铁心向静铁心外移动时,动铁心与静铁心间的气隙就增大.漏抗减小,从而使焊接电流增大,这样就可以通过摇动手柄使焊接电流在较大范围能均匀调节。装在动铁心上的六角螺栓,是作为防震弹簧调整用的。
2.5.2 焊机的技术性能和技术数据
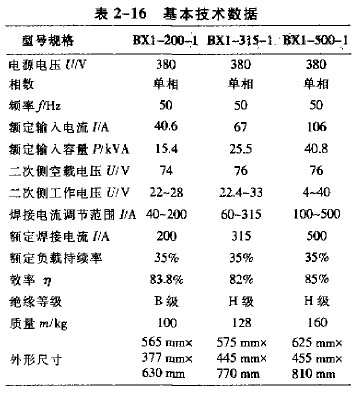
BX1系列焊机有多种规格,如BX1―160、BX1―250、BX1―400等:现以BX1―200―1、BX1―315―1、BX1―500―1为例,其性能及主要技术数据如下。
a.基本技术数据列于表2―16。
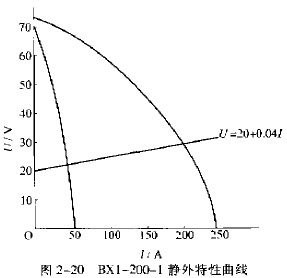
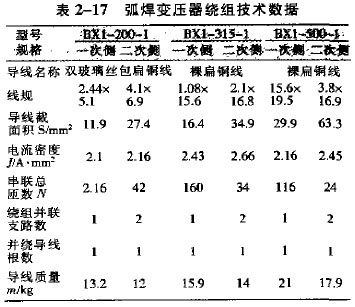
b.焊机静外特性曲线如图2-20、2-21、2-22所示。
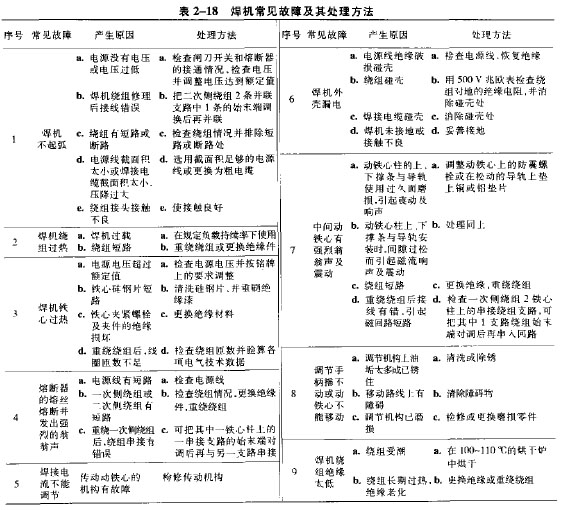
c.弧焊变压器绕组技术数据列于表2―17。
弧焊变压器绕组和铁心的修理工艺,可参阅有关变压器的修理工艺等参考资料。
2.5.3 焊机故障的处理焊机常见故障及其处理方法见表2―18。
2.5.4 动铁式交流弧焊机的维修二例
a.焊机最大焊接电流太小的应急修理
由于新的电焊机标准JB/T7834―95《弧焊变压器》和GB/TS118―1995《电弧焊机通用技术条件》规定:焊机的最大焊接电流大于或等于额定焊接电流。所以,不少厂家生产的交流弧焊机,其最大焊接电流就等于额定焊接电流,焊机没有多少余量,如遇上电网电压不足,或电缆线压降太大等情况,就会产生焊接电流太小,难于满足焊接娶求的情况。这里介绍2种应急修理方法,供参考。
①加长动铁心导轨的有效行程。把动铁心离静铁心的距离增大,以减少漏磁,增大焊接电流。
如图2―23所示,在动铁心导轨与静铁心固定处垫上δ厚的垫板,使导轨前移δ距离,假定原来动铁心离静铁心的最大距离为L,则加垫板后的最大距离为L+δ、根据有关研究资料表明,由动铁心、静铁心、绕组、自由空间形成的边界形状曲折多变,漏磁场属于三维场,动铁心脱离静铁心后,仍会产生分磁作用,分磁作用随着动铁心与静铁心距离的增加而减少。从对日本大阪变压器生产的KR-300型动铁式交流弧焊机的试验结果可以看出,动铁心刚脱离静铁心时,电流为330A,脱离静铁心2cm时,电流为350A,脱离静铁心3.5cm时为360A,效果十分显著。为此对BX1―315―1交流弧焊机也进行试验。试验表明,在焊接电流最大位置(动铁心脱离静铁心2.8cm,电流316A)用上述方法再把动铁心移出1cm(即动铁心脱离静铁心3.8cm),则电流达325A,如果干脆把动铁心拿出,电流高达338A,效果也很明显。用户如需要较大的焊接电流而又没有较大容量的焊机,也可以暂时把动铁心拿出,这样电流将明显增大。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)