2.3.3 焊机常见故障的产生原因及检修方法
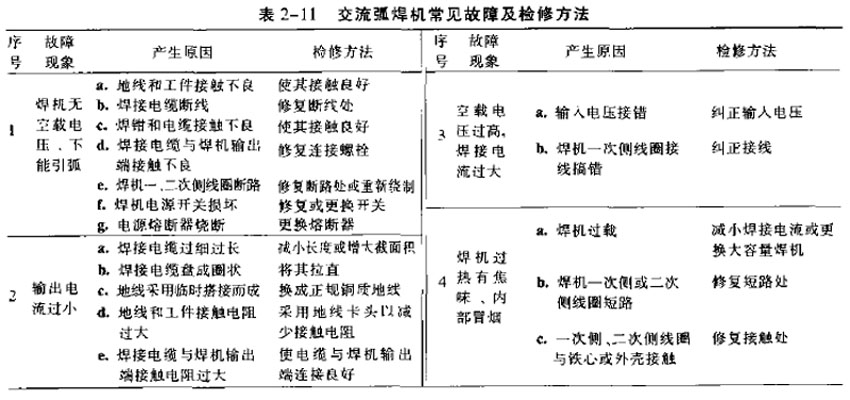
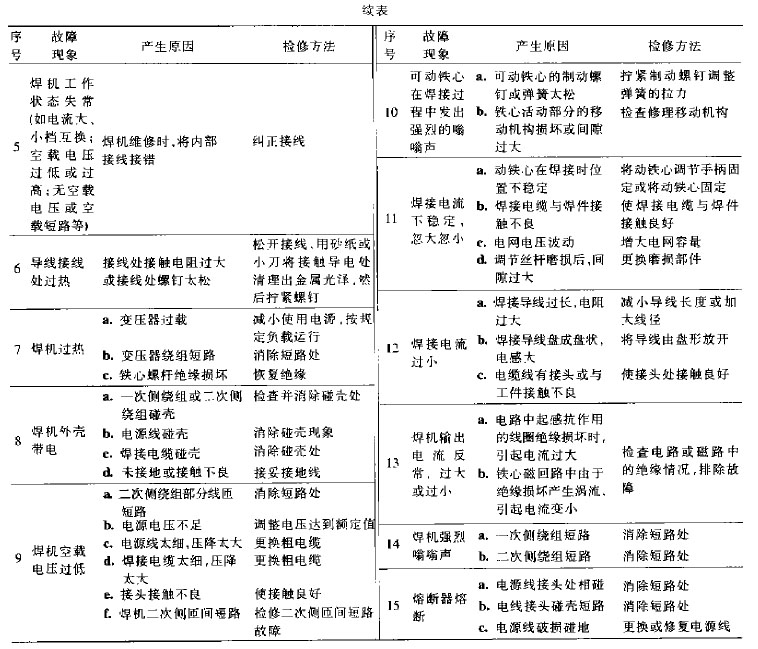
交流弧焊机的常见故障、产生原因及检修方法见表2-11。
2.34 检修实例
a.例1
故障现象:不引弧(俗称不打火)。
故障分析:本故障主要是由于在焊条和工件间无空载电压造成的。如地线和工件接触不良、焊接电缆断线、焊钳和电缆接触不良、焊接电缆和焊机输出端接触不良、焊机一次侧或二次侧线圈断路、焊机动力线接触不良、焊机电源开关损坏、熔件烧断等,都会引起该故障。
故障检查与修理:
① 用万用表500v交流电压档测量动力线始端,应有380V或220V电压,若无电压或电压过低,说明闸刀开关的熔体烧断或电网断相。
②用万用表检测焊机上的电源开关输入端,应有380V或220V电压,若无电压,说明动力线电缆断线或接入端未接上动力线。
③将焊机上的电源开关接通,焊机一次删线圈输入端应有正常输人电压,若无电压,说明此电源开关损坏或接触不良。
④ 用万用表交流100V电压档测量焊机二次侧输出端,应有6O~8OV空载电压,若无电压说明焊机一次侧或二次侧线圈断线。
⑤测量焊钳和地线间应有正常空载电压,若无电压,说明焊接电缆断线或焊机输出端接头接触不良。
当焊工积累一定的经验后,也可以先从中间查起,即先测焊机二次侧输出端,若有正常空载电压,则故障在后面(焊接电缆、焊钳、地线接头等);若无空载电压,则故障出在前面(动力线、焊机开关、线圈等)。这样可以缩小检查范围,节省检查时间。
查出故障后,可按如下方法修理:
① 熔断器的熔体烧断应更换新熔体,更换时应根据焊机容量选择台适的熔体。若新熔体又被烧断、则应检查焊机是否有短路故障并设法排除。
②焊动力线及焊接电缆断线应更换和原电缆同样规格的新电缆=断线电缆可在断开处重新连接使用,但必须连接牢固,接触良好,绝缘可靠 焊接电缆通过的电流大,在连接时应尽量减少接触电阻。可采用如图2―4所示的连接方法。
③ 焊机输出端接触不良一般是由于接头松动发热,致使连接螺栓、螺母严重氧化造成的。遇此情况可更换铜质螺栓、螺母或将原螺栓、螺母的氧化皮清理掉,使其露出金属光泽,重新拧紧。
④ 焊机一次侧或二次侧线圈断路一般很少发生,若发生此故障应将焊机送有关部门进行大修,拆开线圈重新绕制。
⑤ 焊机开关损坏或接触不良时,应更换同样规格的新开关,或将开关拆开修复。
b.例2
故障现象:空载电压正常,电流调节正常,但实际焊接电流比焊机上的指示电流值小。
故障分析:造成实际电流过小的原因,主要是焊接回路中存在电感或电阻之类的阻抗,如①焊接电缆过细过长,呈现较大的电阻;②焊接电缆盘成圈状,尤其放在铁板上,呈现较大电感;③地线采用铁质材料(角铁、铁棍等)并多段搭接,由于铁质材
料电阻大,多次搭接接触电阻也大,使地线呈现较大电阻;④焊接电缆和焊机输出端连接螺母松动,接触不良或采用铁质螺栓、螺母,使电缆接头处呈现较大电阻。
故障检查与修理:焊机输出端螺丝松动、焊接电缆盘成圈状、地线选择不当等,均能通过检查发现。焊接电缆是否过细过长应对照表2-8判断。
修理方法如下:
①焊接电缆盘成圈状时,应将其拉开,尽量拉直、或往返平行并列放置,并尽量避免从钢板上通过。
②电缆接头接触不良时,应更换或修理接头螺丝,并将接头拧紧。
③焊接电缆过细过长时,应根据电缆长度通过计算或按表2-8选择截面台适的电缆更换之。
c.例3
故障现象:焊接电流、电压不稳定,忽大忽小。
故障分析:在电弧长度不变时,焊接电流、电压忽大忽小的原因是①电刚电压波动较大;②弧焊变压器的活动部分产生震动,这是由于调节丝杠、螺母长期使用后磨损,使间隙过大所致。此外,还可能因焊机长期使用,其输入回路或输出回路连接接头
松动,接触电阻时大时小,也会引起焊接电压、电流不稳定。
故障检查与修理:电网电压波动可通过电压表测量来检查:调节丝杠、螺母磨损松动可根据焊接时焊机震动声音来判断。拆开焊机检查时,可用手摇晃活动部分,看是否有较大松动。再检查输入、输出回路连接接头是否接触不良。
修理方法如下:
①更换调节丝杠或螺母;
②拧紧动铁心的制动螺丝,更换弹性太软的弹簧;
③ 对各连接接头进行清理并拧紧。
d.例4
故障现象:空载电压过低,不易引弧,即使能引弧,焊接电流过小或经常断弧。
故障分析:空载电压过低主要由2个方面原因造成:一是焊机输入电压接错,如输入电压规定为380V的焊机接到220V的电网上;二是焊机二次侧线圈部分匝间短路。此外,还可能是:电网电压过低、动铁心松动、动力线或焊接电缆过长过细、各接头接触不良致使接触电阻过大等。
故障检查与修理:
①将电网电压和焊机说明书或铭牌上规定的焊机输入电压进行核对,看是否相符。
② 焊机二次侧线圈短路时,其空载震动噪声大,并且线圈发热严重,此外可测出焊机一次侧空载电流较大。
③ 检查焊接电缆规格是否符台表2-8的要求,并检查各接头是否接触良好。
④ 检查动铁心是否松动。
修理方法如下:
① 若焊机规定输入电压和电网电压不符,应进行纠正。
② 二次侧线圈匝问短路不严重者,可通过在短路处加垫云母纸、胶木板等绝缘物以消除短路。若匝间短路严重,则必须大修,重新绕制二次侧。
③ 改用台格的动力线及焊接电缆;确保动铁心不会太松动;使各接头接触良好。
e.例5
故障现象:空载电压过高,焊接电流过大:
故障分析:造成本故障的原因,一是焊机输入电压接错,如某些输人电压规定为220V的焊机被错接到380 V的电网上;二是焊机二次侧线圈接线接错(见检修实例10)。
故障检查与修理:将电网电压和焊机说明书或铭牌上规定的焊机输人电压进行核对,看是否相符:纠正错接的输人电压。
f.例6
故障现象:焊机过热,有焦糊昧,内部冒烟等。
故障分析:焊机过热、冒烟、有焦糊味等均由于焊机严重发热所致。焊机过热可能是铁心过热或线圈过热。线圈发热有2个原因,一是焊机长时间连续过载,使线圈温升过高;二是变压器一次侧或二次侧线圈层间、匝间短路或者一次侧、二次侧线圈碰铁心、外壳等,使焊机线圈电流过大而引起过热。造成铁心过热的原因主要有①电源电压超过额定电压;②重绕一次侧线圈后,线圈匝数不足;③焊机超负载运行;④铁心硅钢片表面绝缘层破损而产生涡流;⑤铁心夹紧螺杆及夹件的绝缘损坏等:
故障检查与修理:
① 检查焊机是否过载,可以从焊机铭牌查出输入电压,核对实际使用电压;查出焊机额定输出电流及额定负载持续率,计算实际焊接电流下所允许的负载持续率,然后和实际负载持续率进行比较:
② 一次侧、二次侧线圈层间或匝间短路时,都会引起焊机空载震动严重及噪声过大等现象。另外,也可以通过测定焊机一次侧空载电流进行检查。无短路故障时,焊机一次侧空载电流只有几安,若发生短路时,一次侧空载电流可达几十安。
③ 焊机经大修后,应检查线圈匝数及接法。
④ 查看铁心及其紧固件的绝缘。
修理方法如下:
① 发现焊机过载时,应减小焊接电流或降低负载持续率使用。若用1台焊机无法满足使用,可按上节所述用2台焊机并联,使输出电流增大。
② 若是一次侧、二次侧线圈短路,应对焊机进行大修,重新绕制变压器线圈。若一次侧线圈碰铁心或外壳时,可用绝缘材料垫开接触处。
③ 若铁心硅钢片绝缘破坏,应拆开清洗,重新涂绝缘漆;若其他绝缘材料损坏,应更换同种新绝缘材料。
g.例7
故障现象:动圈式交流弧焊机在转动摇柄调节焊接电流时,焊机内打火冒烟,熔体烧断。
故障分析:该故障是由于动线圈的内层和变压器铁心在某处发生短路而引起机内打火,使熔体烧断。
故障检查及修理:关断电源后,卸下焊机外壳,检查动线圈内层有无破损碰铁心处,一般在短路处有明显烧灼痕迹。也可用万用表电阻挡测量变压器铁心与动线圈的电阻,在动线圈移动过程中,万用表电阻跌为零的位置即为短路处。
修理方法如下:若动线圈破损很小,与变压器铁心摩擦不严重时,可用云母片或薄的胶木板将动线圈破损处可靠地隔离,并固定在动线圈上或牢牢地粘在铁心上。若动线圈破损严重,而且由于短路打火线圈被烧断,就必须重新绕制动线圈。
h.例8
故障现象:交流弧焊机震动声(俗称磁场声)很大。
故障分析:故障产生的原因可能有:①铁心叠片的紧固螺杆未拧紧,在交变电磁力作用下,硅钢片产生震动而发声;②动、静铁心之间的间隙太大;③两线圈固定不好引起震动发声;④罩壳震动声;⑤调节丝杠、螺母配合间隙过大。
故障检查与修理:
① 用手摇动铁心及线圈,看是否松动。
② 用手拨动丝杠,轻轻按动外壳各部,看是否松动太大。
修理方法如下:
①若铁心叠片或线圈松动,应重新固定。
② 若动、静铁心之间间隙过大,应通过大修重新叠片。
③ 若罩壳螺钉松动,应重新拧紧。
i.例9
故障现象:BX1型动铁式交流弧焊机经大修(二次侧线圈重新绕制)后,可能会出现各种不正常的现象,如电流粗调两档互换(原小档变大档;原大档变小挡);Ⅰ档正常,Ⅱ档无空载电压;Ⅱ档正常,Ⅰ档无空载电压;Ⅰ档变Ⅱ档,Ⅱ档无空载电压等。
故障分析:BX1型焊机二次侧线圈由3个单独的线圈组成,如图2―5所示。其中1个线圈具有中间抽头,在二次侧线圈接线板上共有5个接线柱,分别和二次侧线圈的5个接头相连。其中d和e是输出端,a、b、c通过接线片连接进行焊接电流的粗调,即连接a-b是I档(小档1,连接b-e是Ⅱ档(大档】。
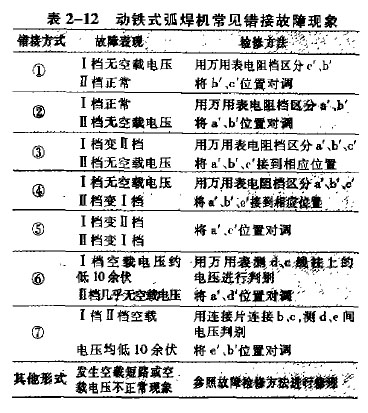
交流焊机经大修后, 由于缺乏经验或工作疏忽,可能把二次侧线圈端头接错,使焊机失去正常工作状态,造成各种故障。常见的错接方式及其故障表现见表2-12。
故障检查与修理:
① 检查二次侧线圈Ⅱ、Ⅲ、Ⅳ的两端是否和相应的接线端相连。检查时可用万用表电阻档测量。先将连接片取下,测a、b、c三端应相通,b、e两端应相通:若测量结果和上述不符,则说明线圈两端和相应接线端有错接现象。
② 判别Ⅱ、Ⅲ、Ⅳ线圈极性是否接错。二次侧线圈的同名端分别为图2-5的有“・”者,弧焊变压器的二次侧线圈应按极性相连,即e、c、a三端为同名端。判别e、c、a是否为同名端的方法如下,先将线圈Ⅱ的另一端,即线圈Ⅳ的中间抽头引出来,定名为P,然后将变压器一次侧线圈的一端和1.5V的电池正极相连,另一端则在判别时搭接电池负极。用万用表的毫安档分别接到eb、ad及cp(红表笔接在e、a、c上)两端,当电池负极和焊机一次侧线圈一端搭接瞬间,万用表指针摆动方向应相同,若某个线圈摆动方向不同时,则说明该线圈极性接错:如果万用表指针不是正转,可将接电池正负极的一次侧线圈两端互换。
修理方法如下:
① 若发现线圈两端和相应的接线端错接,应拆开接头螺丝,用万用表区分a’、d’、c’和b’、e’(a’、d’、c’应相通,b’、e’应相通),然后接到相应的接线端上。
② 若发现线圈Ⅲ或Ⅳ 的极性接反,即a’、d’或b’、e’的相互位置接反,应首先确定a’、b’的相互位置是否接错。将焊机一次侧线圈通电,测量d、e接线端之间的电压,若有40V以上电压,则说明a’、d’的位置是正确的;若d、e间只有10V左右电压,则说明a’、d’相互位置接错,应纠正。a’、d’的位置确定后,用同名端测定法判定e’和a’是否是同名端。若是同名端,则b’、e’的相互位置是正确的;否则b’、e’的位置应互换。另外,b’、e’的相互位置也可通过测定d、e间的电压来确定。先用连接铜片将b、c连接(即粗调的Ⅱ档),一次侧线圈通电.若此时d、e间的电压为60V左右,说明b’、e’接线位置正确;若d、e间的电压为40V左右,说明b’、e’相互位置接反,应调换。
J.例l0
故障现象:BX3系列动圈式交流弧焊机经中、大修(二次侧线圈重新绕制或更换电源开关等)后,可能出现各种不正常现象,如I档无电压,Ⅱ档短路;Ⅰ档正常,Ⅱ档短路;空载短路等。
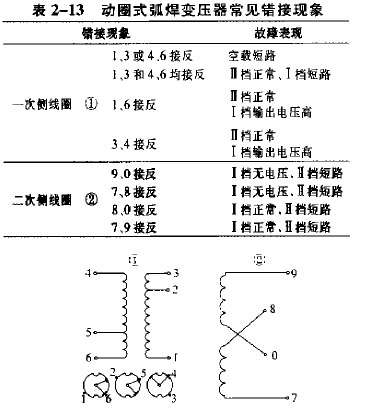
故障分析:BX3系列焊机一次侧、二次侧线圈,均分别由2个单独的线圈组成。两线圈都串联时,输出电流小;两线网都并联时,输出电流大。焊机经中、大修后,由于缺乏经验或工作疏忽可能把二次侧线圈或一次侧线圈的某个接头接错,造成上述各种反常现象。一般常见的错接现象及故障表现见表2-13。
故障检查与修理:
① 将焊机一次侧转换开关置于Ⅰ档位置,拆下二次侧接线板上的连接铜片,接通电源,若焊机短路,烧熔体,说明焊机一次侧线圈接错。
② 将一次侧线圈转换开关置于Ⅱ档位置,二次侧用连接铜片接为Ⅱ档,接通电源,若焊机短路,烧熔体,说明焊机二次侧线圈接错。
修理方法如下:
① 若一次侧线圈错接,则应首先分清线圈各端头。由于一次侧线圈是由分别绕在2个芯柱上的2个线圈组成,其各端较容易区分:2、5为2个线圈的抽头;1-4分别为2个线圈的内端;3、6分别为2个线圈的外端。将区分后的各端作上标记,并从电源开关上拆下,然后根据开关各档的通断情况正确接线即可。
② 若二次侧线圈接错,先将其4个端头拆下,然后按如下方法区分,7、9分别为2个线圈的内端;8、0分别为2个线圈的外端。最后将各端接在接线板相应的接线柱上。
2.4 交流弧焊机的改装
2.4.1 提高空载电压的改装
交直流两用低氢焊条(如J506、J606等)用于交流焊接时,要求交流弧焊机空载电压在75V以上,以保证引弧可靠及电弧稳定,而某些交流弧焊机的空载电压达不到此要求。若将一般交流弧焊机作为简易交流氩弧焊电源使用时,则要求其空载电压在200V以上,才能保证交流电弧的连续燃烧。另外,当工作场地特殊,要求焊接电缆很长时,因电缆压降过大,也要求提高焊机空载电压。因此,有时必须对现有焊机进行改装,下面介绍几种改装方法。
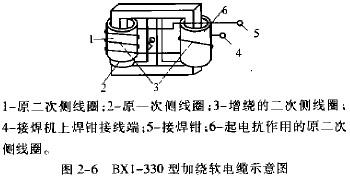
a.用软电缆加绕二次侧线圈
以BX1-330型焊机为例,用1根软电缆在其变压器有一次侧、二次侧线圈一侧的线圈外缘(图2-6的左芯柱)按原二次侧线圈绕制方向加绕若干圈,再在右芯柱二次侧线圈外缘同样按一定比例加绕若干圈(左芯柱增绕圈数应为右芯柱的3倍)。用这种方法改装后的焊机,在电流基本不变的情况下,二次侧线圈每增加1匝,可提高空载电压3V左右。例如在此类焊机的大电流档,当左芯柱二次侧线圈外增绕3匝软电缆,右芯柱二次侧线圈外增绕1匝时,即可使空载电压由60V提高到70V左右。
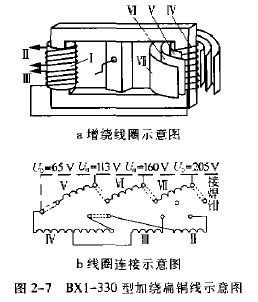
b.用扁铜线加绕二次侧线圈
BX1―330型焊机若需大幅度提高其空载电压,可采用如图2―7所示的方法进行改装。在变压器右芯柱原线圈Ⅳ 的外缘用扁铜线加绕3个线圈Ⅴ、Ⅵ、Ⅶ均套在原线圈Ⅳ之外。每个线圈分别绕成1层、16匝,导线截面均为3mmx11mm,但线圈Ⅴ用2根铜线并绕,Ⅵ、Ⅶ只用单根绕制,加绕线圈的绕向和原二次侧线圈绕向一致。
在加绕线圈时,若铁心窗口太小容不下加绕线圈,可采取2个方法解决:一是拆开横轭将主柱向外挪10~15mm;二是将动铁心减薄一些(约抽出10余片硅锕片)。以上2种解决方法虽对磁路稍有影响,但实践证明对焊机使用性能影响很小。
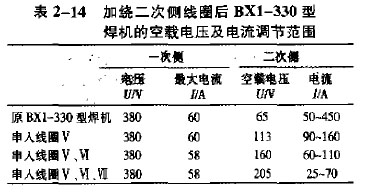
加绕的3个线圈在接线板上用连接铜片串联到焊接回路中去(见图2―7b)。改装后的焊机,空载电压驶电流调节范围见表2―14。
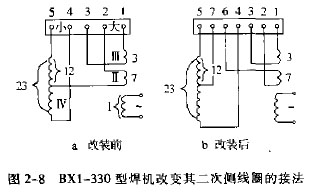
c.改变原焊机二次侧线圈的连接方法
BX1―330型焊机无论在大、小电流档都只利用了一部分二次侧线圈,如果改变它们的连接方式,使全部二次侧线圈都能被充分利用,就可提高空载电压。
改变方法如图2-8所示,将原焊机中起电抗线圈作用的二次侧线圈Ⅱ的连线断开,将断开的线头用50mm的导线引到焊机原接线板上新加的2个接线柱6、7上,另外再配制一块连接铜片,用以按不同需要变换接线柱的连接方式。
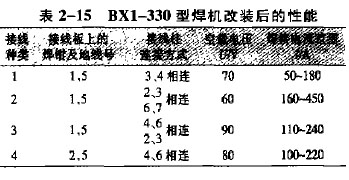
改装后,既保持了焊机的原有性能,又可使焊接电流的调节增为4档。改装后的空载电压和电流调节范围见表2―15。
2.4.2 一机改多机
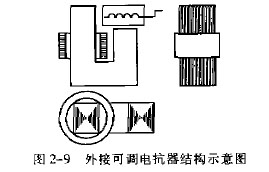
一机改多机就是将原单站弧焊变压器改装成多站式弧焊变压器,可供2个以上焊工同时焊接。这种改装一般只限于串联电抗器式的BX类型及BX2类型的焊机,此类焊机由平特性降压变压器和电抗器组合而成。从变压器二次删线圈和电抗器线圈连接点引出抽头,外接可调电抗器可组成多站焊机。焊机改装方法如下:
a.先自制可调电抗器,尺寸可参考如下2个实例,外形如图2―9所示。
④ 实例1
可调电抗器铁心截面取115mmx124m,用D42,0.5mm硅钢片叠成,线圈用2.28mmx22mm的扁裸铜线立绕l6匝,铁心开口为146mmx48mm。这样的电抗器在60%的负载持续率下,电流可用到400A。
② 实例2
铁心截面取90mmxl15mm,线圈用50mm2的铜线绕16匝,这样的电抗器在60%的负载持续率下,电流可用到320A。








 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)