瓶子表面写有“二氧化碳”字样。出厂的瓶装液态CO2,其压力可达5-7MPa;压力低于1MPa时,因其含水量剧增,一般不宜使用。有的场合也有使用酒厂副产品CO2气体的,因其含水量大,影响焊接质量,必须将钢瓶倒置2h以上,使水积于瓶口端,然后打开阀门,把水雾放尽后方可使用。一般需反复放水3次以上,间隔时间为40min左右。
Ar钢瓶,贮存气态Ar,瓶子表面涂灰色,并写有“氩气”,满瓶压力为15MPa。
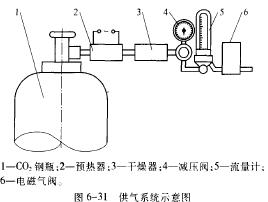
b.预热器。
当打开气瓶阀门时,气瓶内的液态CO
2要挥发成气态,同时将吸收大量的热。另外经减压后,气体体积膨胀,也会使气体温度下降。为了防止管路冻结,在减压之前,一般都要使CO2气体通过预热器进行预热。预热器大多采用电阻加热式,加热器采用36V交流供电,功率为100-150W左右。
c.减压阀和流量计。
减压阀的作用是将高压CO2或Ar变为低压气体,其压力一般为0.1~0.2MPa。
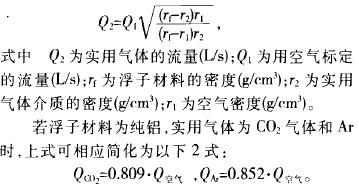
气体流量大小通过流量计来调节,我国常用的转子流量计是用空气作为介质来标定的。CO
2和Ar的流量可按下式来换算:
d.干燥器。
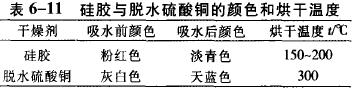
干燥器内装有干燥剂,如硅胶、脱水硫酸铜和无水氯化钙等。无水氯化钙吸水性较好,但它不能重复使用。而硅胶与脱水硫酸铜吸水后,颜色发生变化借以判断其是否失效,见表6―11,失效的干燥剂经过加热烘干后还可以重复使用,所以多被选用。
在C02气体纯度较高时,不需要干燥。只有当含水量较高时,才需要加装干燥器。
e.气阀。
它用来接通或切断保护气体。可以采用机械的气阀,但大都采用电磁气阀,当气阀得电时,衔铁被吸起,气体能够从人口进入和出口流出:否则该通路被衔铁堵塞。
f.配比器
MAG焊工艺应用越来越多,可是混合气体来源却不多,目前我国大都采用Ar与CO
2单一气体白行配制成混合气。如果简单地将两种气体混合配制时,往往由于单一气体压力变化或混合气流量变化等原因,而引起配比不稳定,导致焊接过程不稳。为了解决这一问题,目前国产组合阀式配比器,如天津医疗器械二厂生产的QP-1型组合阀式配比器较好地解决了这一问题。主要技术性能如下:输入压力0.3~0.6MPa,输出流量0.3m3/h(可供1-4把焊枪使用),标定气体种类CO
2,配比值调节范围(0%-100%),配比精度、满刻度指示值的±1.5%,整机尺寸270mm×120mm×190mm。
组合阀式配比器由3部分组成:压力平衡阀、比例阀和流量阀。压力平衡阀用来平衡输入的两种气体压力。比例阀是由单旋钮调节的气体配比控制阀。流量阀可以调节输出混合气体的流量。该配比器结构紧凑、调节方便且调节精度高。
6.11 CO
2焊机的常见故障及其排除方法
CO
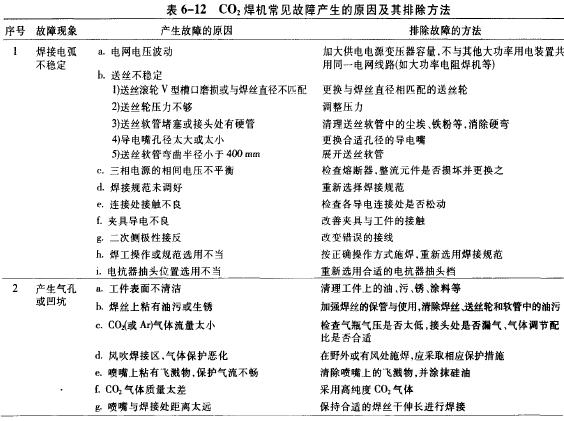
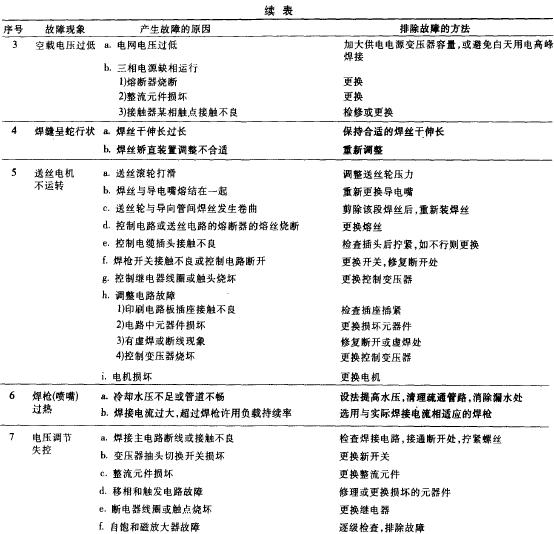
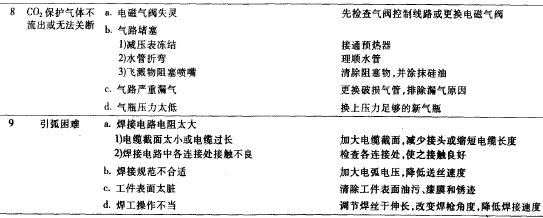
2焊接与一般的手工电弧焊相比,相关的设备和影响焊接质量的因素要复杂得多,除了焊接电源之外,还有诸如送丝装置、焊丝、气体等因素的影响。分析故障的难度加大,因此,最好采取分步排查法,即从后级查起,一步一步地向前级进行排查。一般的简单故障,可由用户的专业机电维修人员排除,牵涉问题比较复杂或无法找到零配件的,可请制造厂家的售后服务人员解决,切不可自作主张采用代用品随意解决了事,以免造成意外。
现将CO2焊机常见故障产生的原因及其排除方法列于表6―12。
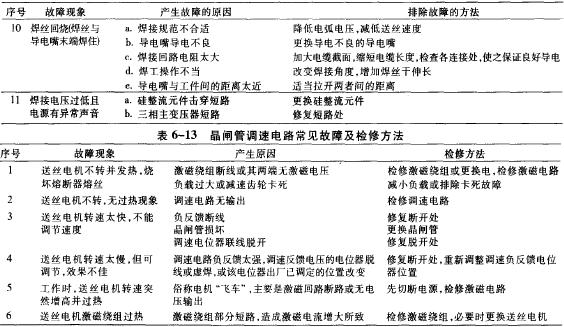
在CO2焊机的常见故障中,晶闸管调速电路的故障比较突出,不同类型的调速电路,其故障的表现形式各异。因此,故障的检查及修理方法也不尽相同。为了正确地分析和排除调速电路的故障,必须熟悉本机调速电路的工作原理、主要元器件的作用、常见故障的表现形式等基本情况。晶闸管调速电路的常见故障及检修方法见表6―13。





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)