|
摘 要:介绍了OTC X系列CO2半自动焊机的构成与主要功能,对焊机主电路、控制电路的工作原理进行了深入仔细的分析。
关键词:OTC;X系列;CO2半自动焊机;使用与维修
6.12 日本大阪变压器株式会社(OTC)X系列、XC系列CO2半自动焊机的使用与维修
我国20世纪70、80年代先后从日本购进了多批日本大阪(OTC)CO2半自动焊机,这些焊机大多分布在造船、锅炉、重型机械和化工机械以及部分压力容器行业,相当部分的焊机仍在使用,效果不错。少数焊机在使用了一段时间以后,先后出现了一些故障,应部分读者和焊接工作者的要求,编写本章节对大阪(OTC)X系列和XC系列CO2半自动焊机的使用与维修作一简单介绍。
由于XC系列是在X系列的基础上改进型的。故将X系列作为基础机型来分析较为合理,同时也对这两种机型作一比较,以便读者了解其不同之处。这对读者深入了解各种机型颇有裨益。
6.12.1 焊机的构成与功能
焊机主要由5大部分组成。
a.焊接电源。具有一定的外特性,提供可调的焊接电压和电流。
主要由主变压器、晶闸管整流器、相间变压器、直流电抗器、接触器、风机、控制元器件所组成。
印刷电路板都装在焊接电源内,其功能如表6-14所示。

b.送丝机。自动输送焊丝。
主要元部件有送丝电动机、电磁气阀、减速箱、送丝轮、矫正轮、加压手柄等。
c.遥控盒。用来远距离调节电弧电压和焊接电流,手动控制送丝,装有电位器和按钮。
d.焊枪。具有送气、送丝和输电的功能。
半自动CO2焊枪一般采用鹅颈式焊枪,主要零件有:导电嘴、喷嘴、绝缘体、连杆、鹅颈管、焊把、手把开关、三位一体(气管、弹簧软管、焊接电缆线和控制电线)的电缆、导管、导管套等。
e.流量计。预热、减压和调节CO2气体流量。
主要零件有:加热装置,高、低压室,压力表,调压手柄,外表管,内表管,浮子,流量调节旋扭等。
6.12.2 焊机的主要工作原理
总的来说,X系列和XC系列CO2焊接电源的主要工作原理与本刊以前介绍过的ZX5系列焊接电源基本相同,读者可参照以前的相关内容阅读。在此,仅以大阪(OTC)XIII500PS型焊机为例(如图6―32所示),对其中的主要元器件及作用、主要电路情况一一进行分析介绍。
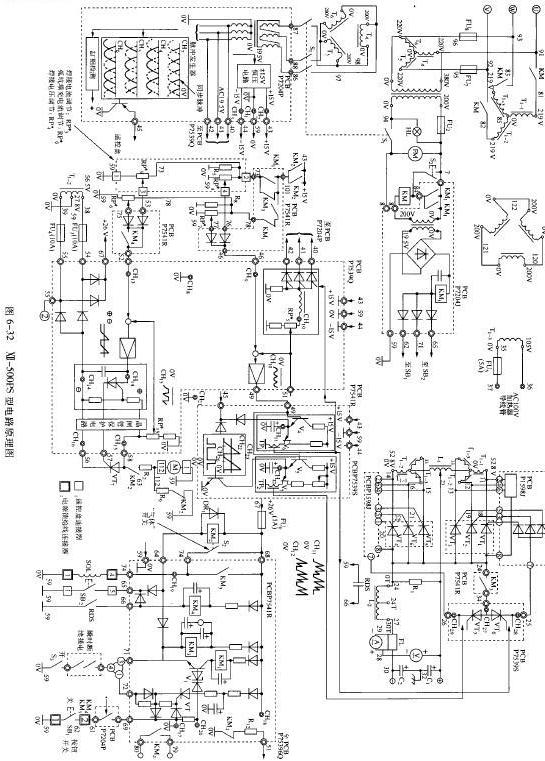
6.12.2.1 主电路
如图6-32中上方部分电路所示,其组成主要有交流接触器KM、主变压器T1、晶闸管整流元件VT1~VT6、相间变压器L1、直流电抗器L2等。
a.各元件的作用。
1)交流接触器KM用来接通或断开主电路。
2)主变压器T1主要功能是把三相380V的电网电压降低到整流电路所需的电压值,该电压经晶闸管整流后,得到适合于焊接的电压值。T1的一次侧为三角形接法,二次侧有2个三相绕组,都接成星形,且同名端相反(即相位相反)故称双反星形。此外,T1的二次侧还有2个绕组,即流量计加热器的电源(100V)和送丝机主电路与程序控制电路的电源(26V)。
3)晶闸管VT1~VT6相间变压为可控整流元件,通过调节VT1~VT6的导通角,来调节焊机输出电压的大小。
4)相间变压器L4是一个带中心抽头的有铁心的电感,能使2组双反星形整流电路同时导电。
5)直流电抗器L2用作滤波,可减少飞溅,改善焊机的动特性,使电弧燃烧更稳定。
6)续流电阻R1为晶闸管的维持电流提供通路。
b.主电路的特点。
焊机主电路采用了带相间变压器的双反星形整流电路,如图6―33所示。

在这种电路中,2组整流电路的整流电压平均值相等,但2组输出电压波形的相位相差6O°,因此其瞬时值并不相等,如图6―34a、6―34b所示。

如果不带相间变压器,那么双反星形整流电路就是一个六相半波整流电路,其工作方式与三相半波电路相似,任意瞬间只有1个管子导通,其他管子都因承受反向电压而关断。此时,每只管的导电时间短(60°),电流峰值高,变压器的利用率低,因此很少采用。
采用相间变压器后,双反星形电路相当于2组三相半波整流电路并联,这是因为2组整流电路瞬时值之差,降落在相间变压器上(如图6-34d所示),从相间变压器的中点引出导线作为整流输出的负端,其电位等于两端点电位的平均值。所以,2组半波整流电路能够互不干扰,在任一瞬时每组各有1个管子导通,导电时间均为120°,电流峰值降低,因此,加大了输出电流,提高了变压器的利用率。
带相间变压器双反星形整流电路的输出电压为2组整流输出电压的平均值Ud(如图6-34c所示),当晶闸管全导通时,与变压器二次绕组相电压(相)的关系为:
Ud=1.17U相
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)