摘 要:介绍了IGBT逆变手弧焊电源的主电路、程控电路和焊接电流增衰电路的结构和工作原理。
关键词:IGBT逆变手弧焊电源;程序控制;电路
7.5.3 IGBT逆变手弧焊电源
目前,IGBT逆变手弧焊电源日益增多。由于IGBT较其他电力电子器件相比,具有载流容量大、开关损耗小、饱和压降低等优点,因此,它逐渐成为逆变弧焊电源发展的主流。特别是容量100~350A范围的逆变弧焊机,它所采用的是耐高压、小容量的IGBT,价格便宜。虽然我国已经能生产最大输出630A的IGBT逆变弧焊电源,但由于目前耐高压、大容量的IGBT价格还较高,在生产成本上400A以上晶闸管逆变弧焊电源仍有一定竞争力。小容量的IGBT也可采用并联技术,但在安装调试上总是带来一些不便。
IGBT逆变手弧焊电源型号规格很多,下面以IGBT逆变多用弧焊电源为例进行原理分析。
表7-10是IGBT逆变多用弧焊电源WSM型的一些技术参数。
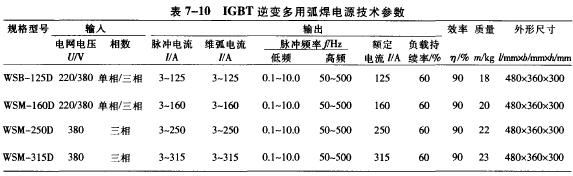
现在许多IGBT逆变手弧焊电源均兼有TIG焊功能。ZX7-xxxST型号的逆变整流弧焊电源就兼有手弧焊和TIG焊的功能。这种设计一方面是考虑用户需要,有些场合需要TIG焊封底,手弧焊盖面,一机多用就方便了,用1台焊机就解决问题。另一方面是因为手弧焊工艺和TIG焊工艺都要求恒电流电源外特性,区别仅仅是手弧焊电源外特性恒电流加外拖,而TIG焊电源要求外特性恒电流不加外拖,如图7-26所示。因此,这2类电源设计时主电路完全相同,只是控制电路有些区别。TIG焊方法由于焊接电弧引燃以前需要在电极钨棒周围提供氨气或其他惰性气体,在焊接过程及焊后一段时间内均要提供惰性保护气。这就要求电源设有电源磁气阀,控制电路必须设计提前送气,整个焊接过程保证供气,而且要求焊后滞后断气。还有TIG焊引弧有2种方式,一种是短路接触引弧,另一种是非接触引弧。后者TIG焊电源还必须设有高频或高压脉冲引弧电路。在要求高的场合,TIG焊往往还要求电源开始电流缓升,最后电流衰减等功能。这些在TIG焊电源设计时都要考虑。

图7-27是这类电源的电路原理图。

电路由主电路、程控电路、电流递增衰减电路、给定反馈电路、引弧电路以及保护电路等部分组成。
7.5.3.1主电路
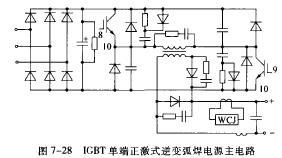
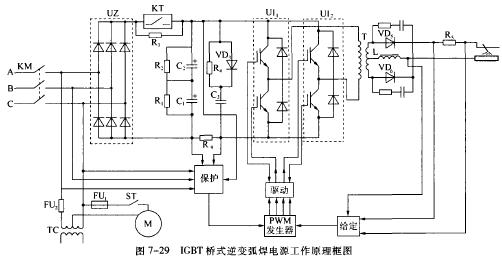
主电路与前面介绍的逆变弧焊电源相同,由输人整流滤波、逆变开关、高频降压变压器、输出整流滤波等组成。但不同规格的逆变弧焊电源所采用的逆变开关电路有所不同。一般多采用3种电路。小电流电源常采用单端正激式逆变电路,如图7-28所示,中等电流采用半桥式,大电流电源多采用桥式逆变电路,如图7-29所示。
7.5.3.2程控电路
TIG焊时要求引弧前提前送保护气,即提前自动打开电磁气阀Y,然后才合上电源开关,电源开关可通过电磁接触器KM通电闭合,合上电源开关,立即通过高频电路产生高频脉冲,自动引燃电弧。焊接终止时,保护气要滞后关闭,即电磁气阀Y要滞后电弧关断。程序流程如图7-30所示。

程序控制电路可以设计为无触点开关,或设计为有触点开关,也可设计为有触点和无触点开关混合式,图7-31所示即为混合式一例。图中开关S一般安装在手持焊炬上。电、气回路都接通后,开始焊接,即先将S合上,然后工作程序按程序控制电路自动进行。先打开电磁气阀Y送气,等气从焊矩喷嘴喷出后,接触器KM通电,KM触点闭合,接通主电路电源,同时接通引弧电路(图7-31中线圈8,9即为引弧电路电源),电弧引燃后,焊接电源开始递增,达到所需稳定的焊接电流后,断开引弧电路,图7-31中双向晶闸管VHD3断电,引弧电路的电源(图7-31中8,9线圈)失电,为了可靠切断引弧电路,还设有K3继电器,一旦引弧成功,焊接回路得电,在焊接电流作用下干簧继电器触点WCJ闭合,K3得电,切断引弧电路(此K3触点在图7-31中没有画出)。焊接结束后,将S打开。此时,焊接电流开始衰减(图7-32),衰减后KM通过双向晶闸管关断而断电。最后保护气通过电容C1延时,使双向晶闸管VHD3断电,切断气阀Y电源,停止供气。

|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)