Uk=-R2(Uf-Ug)/R1。
当Uf<Ug时,Uk>4V,触发脉宽为最大值;随焊接电流增加,电源输出电压只受回路阻抗压降影响,呈一略微下斜的直线(图7-26中1-2曲线段)。当Uf随焊接电流增加到Uk=4V,随焊接电流增加,认急剧下降(因放大倍数R2/R1很大),触发脉宽急剧缩小,电源输出电压迅速下降直至接近为0V(恒电流特性)。改变给定电压Ug就可获得不同的电流输出,如图7-26中3,4,5曲线,即不同Ug所得。
7.5.4提高IGBT逆变焊机可靠性的几种方法
IGBT逆变焊机现已成为焊机发展的方向之一,但在可靠性方面还不尽人意。我们研制的ZX7-400 IGBT逆变焊机由于采用了一些措施使可靠性大大提高。现将这些方法提出来与大家共同探讨。
7.5.4.1主电路形式的选择
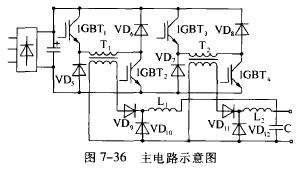
目前逆变焊机主电路形式主要有半桥、全桥、单端正激3种形式。其中单端正激电路由于无上、下桥臂直通及高频变压器动态偏磁问题,因此可靠性比较高。通过合理的并联,还可以进一步增大焊机容量。ZX7-400 IGBT选用了图7-36所示的主电路形式。从图7-36可以看出、逆变回路由2路200A单端正激式逆变电路并联而成。在二次侧整流滤波后并联输出。
7.5.4.2电流反馈电路的设计
1台焊机的性能好坏,在很大程度上取决于电流反馈回路。该焊机控制电路以使用比较成熟的电压型脉宽调制器3525为核心构成。但在用法上吸收了电流型脉宽调制器的一些优点,反馈控制信号是电流脉冲信号。SG3525的原理方框图如图7-37所示。
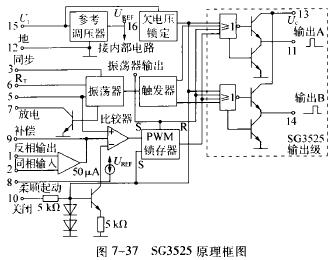
从图7-37可知,通过误差放大器输出端9脚与锯齿波比较得到PWM信号,再经触发器分相后经11脚、14脚输出相位相差180°的触发脉冲信号。9脚电压可以是模拟的电压信号,9脚电压越高,输出脉冲占空比越大,反之越小。9脚也可以是脉冲信号,此时在锯齿波的1个周期中,当脉冲为高电平(5V)时,11,14脚输出高电平触发脉冲,而当脉冲为低电平时(0V)时,11,14脚触发脉冲复位。
图7-38是ZX7-400 IGBT逆变焊机控制原理中电流反馈部分示意图。
在该焊机中,电流取样信号不是传统的从焊机直流输出端串入分流器获得,而是从高频变压器一次侧串联的互感器取一次电流信号。图中T1,T2分别是2路互感器的二次侧线圈,所取得的电流信号为变压器一次电流脉冲信号,经二极管VD1,VD2去掉负半波后,分别输给电压比较器N1,N2的反相输入端,而比较器的同相端输入电流给定信号Ug。以其中1路来说明其工作原理。
当V1,V2导通时,主变压器一次电流逐渐上升,互感器T1也感应出一个逐步上升的电压,当这个电压超过给定电压Ug时,N1翻转,输出低电平,经VD3使9脚为低电平,使触发脉冲复位,V1,V2截止,直到下一个脉冲周期。通过改变给定电压认的大小,可以改变比较器翻转的时间。如增加认则变压器一次电流更大时比较器才翻转,所以触发脉冲加宽,反之减小Ug则触发脉冲变窄。由于变压器一次电流与二次电流成比例关系,通过改变电流给定信号的大小,决定了输出电流的大小,采用这种电流取样方法,类似于电流型PWM脉宽调制器的控制原理,由于是逐个比较电流脉冲,所以动态反应速度极快,不会发生过电流现象,整机可靠性大大提高。
7.5.4.3短路过程控制
在焊机短路或接近短路时,由于给定电流是一定的,所以此时输出电压极低,IGBT的工作脉冲宽度很小,由于导通期间吸收电容未充分放电,IGBT要在较高的反电压下关断。同时,器件功耗大而输出功率小,因此在3525脉冲输出端设置了一最小脉宽限制电路。同时采样焊机输出电压,当电压低于5V时,即认为发生短路,分频控制电路使输出脉冲三分频。使逆变频率降低,形成PWM+PFM控制方式,限制短路电流,大大减少了焊机短路时过电流现象,提高了焊机可靠性。
7.5.4.4空载过程控制
逆变焊机在空载时,由于无电流反馈信号,所以输出最大脉冲宽度。同时由于分布电容和吸收电容的作用,IGBT关断后励磁电流释放缓慢,其结果是动态过程中励磁电流逐渐升高,直到导通和关断期间“伏-秒”数相等。电路达到稳态,籍位二极管在关断期间泄放励磁电流,IGBT在开通时,因二极管发生反向恢复,对短路过程有不利的影响,相当于另一种形式的直通,所以有必要采取措施。
在该焊机中,输出端并联有一储能电容,同时检测输出电压与一固定给定电压比较,当输出电压高于这一值时比较器翻转,输出低电平,3525的9脚变成低电平,关闭输出脉冲,输出端电压下降,当低于固定给定电压时,比较器又输出高电平。9脚为高电平,允许脉冲输出,从而形成间歇振荡形式。不仅避免最大脉宽时的直通,而且降低了整机空载损耗,提高了整机可靠性。
7.5.4.5综合保护电路
在整机综合保护电路中采取了过电流、欠电压、缺相、过热等综合保护措施。其中过电流保护也是通过互感器检测直流脉冲电流大小,与比较器比较,一旦出现过电流,比较器翻转。通过自锁电路使3525的10脚为高电平,从而封锁脉冲。该过电流保护极灵敏可靠,我们在试验时故意使高频变压器二次侧短路,该电路都能可靠保护,不致损坏主管,其他欠电压、缺相、过热保护措施比较简单,在此不再赘述。
7.5.4.6结论
a.单端正激电路是一种可靠性较高的焊机主电路形式,通过并联还可以扩大输出容量。
b.电流反馈信号通过在高频变压器一次侧取电流信号,可以达到逐个脉冲控制目的,动态响应快,不易过电流。
c.通过控制短路过程,空载过程和综合保护电路,极大提高了器件和整机可靠性。





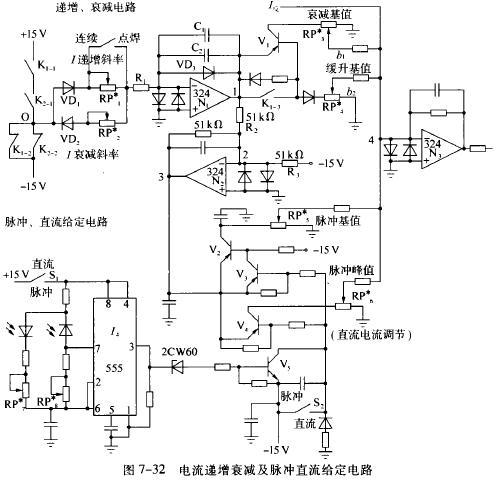

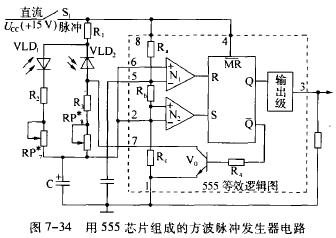
 端为高电平,故晶体管V0导通,电容C通过RP8+,R3,V0放电,使电容两端电压逐渐下降,当电容电压降到低于Uoc/3时,比较器N2输出翻转,变为高电平,即3脚输出为高电平。此时
端为高电平,故晶体管V0导通,电容C通过RP8+,R3,V0放电,使电容两端电压逐渐下降,当电容电压降到低于Uoc/3时,比较器N2输出翻转,变为高电平,即3脚输出为高电平。此时 端变为低电平,放电管V0截止,电源Voc又通过R1,VLD1,R2,RP7+充电,电容电压由Uoc/3开始上升,当上升到大于2Uoc/3时,输出发生翻转、如此重复上述过程,即在定时器3脚输出方波脉冲电压,调RP7+即可调脉冲峰值电流时间,调RP8+即可调脉冲基值时间。
端变为低电平,放电管V0截止,电源Voc又通过R1,VLD1,R2,RP7+充电,电容电压由Uoc/3开始上升,当上升到大于2Uoc/3时,输出发生翻转、如此重复上述过程,即在定时器3脚输出方波脉冲电压,调RP7+即可调脉冲峰值电流时间,调RP8+即可调脉冲基值时间。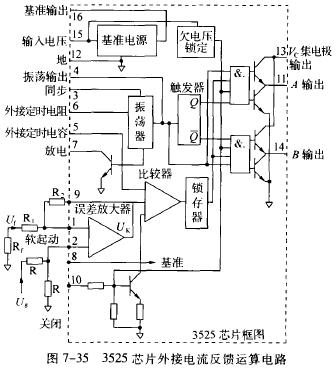
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)