将“焊接、调整”小开关置于“调整”位置。并取下调节级数的任一闸刀,然后踏下脚踏开关,检查各元、部件的动作情况。
装上调节级数的闸刀,选择好焊接变压器的级数。
把焊件或试件放到电镀间并踏下脚踏开关,使焊件压紧,作一工作循环,然后把“焊接、调整 开关扳至“焊接”的位置,再踏下脚踏开关即可进行焊接。
b.维护与注意事项
1)焊机外壳必须可靠接地。
2)工作时焊机的门必须关闭。
3)工作中应注意水流量与排水温度,必要时应加粗水管截面积。
4)焊机二次电压的选择应从低档逐渐加大。“焊接”和“维持”程序的延迟时间应根据规范决定;“加压”与“休止”延时则应根据电极的工作行程决定;所有程序都应在切断焊接电流后进行调节。
5)焊机应定期(每月不少于1次)用润滑油注入各需要润滑之处,如气缸内部、轴套、导轨滑块等处。
6)定期(每月不少于1次)检查焊机导轨和用螺栓连接处的工作情况,如有松动必须拧紧。
7)停止工作时,必须切断电源,并停水停气。当焊机长期停止工作或有被冻结的危险时,须用压缩空气吹去管路中剩余冷却水。
8)焊机工作时,应每周不少于2次把储气筒内的水分排出。
9)焊机长期不工作时,必须在气缸、导轨和其他不涂漆的滑动工作部分涂上油脂,避免零件锈蚀。
8.4.2.2 控制器的使用与维护
a.使用。
1)控制器应安装在主机附近,其外壳必须可靠接地。
2)一、二次侧使用的控制器应在通电前仔细检查焊线处与接插处接触是否良好。
3)控制器的起动步骤如下:
控制器电源开关置于开的位置,电源指示灯XD1亮。
打开水阀直到指示灯XD
2亮为止。
选择好各程序的时间刻度、焊接周数。把“焊接、调整”开关置于“调整”位置,踏下脚踏开关,不通电状态下检查焊机动作情况。
把“焊接、调整”开关置于“焊接”位置,用试件进行试焊,以调节最佳规范。
b.维护。
1)出厂时每台控制器都应进行各种能数的调整和检查,不允许随便改变可变电阻滑动触头的位置。
2)必须经常检查控制器的接线和焊点是否牢靠。印刷电路板引线在接插处的表面镀层,长时间受潮后易氧化,影响接触性能,因而需定期作浸银处理,并尽量避免控制器受潮。
3)必须经常清洁控制器的零部件,尤其要清洁印刷电路板。
4)电路中的电解质电容器有一定寿命,易老化,必须定期进行检查更换。
5)晶体管正常工作有一定温度限制,为此,控制器使用的环境温度不应低于5℃,也不得超过40℃。
8.4.3 DN-80型点焊机修理
1台国产DN-80点焊机(控制箱型号为KD2-250)循环动作正常,但无焊接电流。
对照使用说明书故障与修理一栏和V1、V2以及脉冲变压器MT进行检修均无效。由此可判定故障发生在触发电路以及与其有关的电路中。
该控制器采用了由I
C10门1和门2构成3kHz左右的多谐振荡器(如图8-31所示)。此振荡器输出的脉冲再经T3、T4进行功率放大,以使V1、V2能够获得可靠的触发。
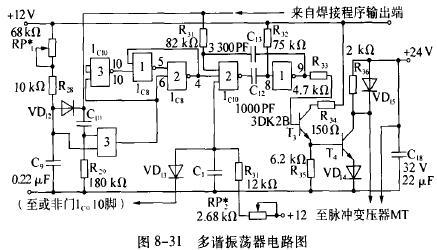
多谐振荡器的起振条件是I
C10门2的输入端全部为高电平有效。经检查门2的3脚始终是低电平,继而说明故障发生在I
C10门2之前。
因I
C10门2的3脚与I
C8门2的4脚直接相连,根据与非门有“0”出“1”、全“1”出“0”的逻辑关系,检查I
C8门2的5、6脚均为高电平,进而说明故障产生点在I
C8门2之前,继续检查I
C8门3的12、13脚发现13脚始终在1V左右为低电平状态。从原理图可分析出,当焊接程序到时,VD12被阻断,+12V经RP'1、R26向C9充电,C9的端电压将按指数曲线态热很快上升,使I
C813脚成为高电平,在12脚已是高电平时,I
C8门3输出“0”态,门2输出“1”态。通过分析可确定故障根源在I
C8的13脚,检查C9发现已被软击穿,换后故障排除。






 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)