|
东方锅炉(集团)股份有限公司
张涛 郭宏伟 曾会强 高宏鸣
摘 要 阐述邯峰660MW“W”火焰炉高温过热器、高温再热器集箱制造技术,并进行总结,为大型厚壁和薄壁集箱的制造提供经验。
关键词 集箱;制造;660MW
1概述
“九五”期间,美国FOSTER WHEELER 能源公司 (FWEC)在邯峰电厂2台660MW机组以其特有的“W”火焰燃烧锅炉中标,东方锅炉(集团)股份有限公司(DBC)与FWEC经过商谈,FWEC决定将该锅炉的主要受压部件交由DBC制造。对DBC来说这是一次极大的机遇和挑战,因为其中最关键的高温过热器出口集箱和高温再热器进出口集箱是大机组的标志性部件,DBC乃至中国其他的企业都是第一次生产。
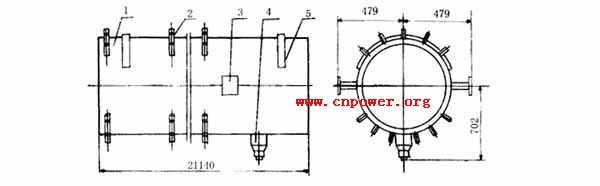
1.1高温过热器出口集箱
见图1。介质额定温度550℃,介质额定压力19.65MPa,集箱筒体外径7366mm,壁厚1349mm,材料为SA-335P22。筒体上装焊有150只ø63.5×15.5,材料为SA-231T22的介质入口管接头。集箱总体长度约20m,最长的两件为21.14m,单件重量达50t。
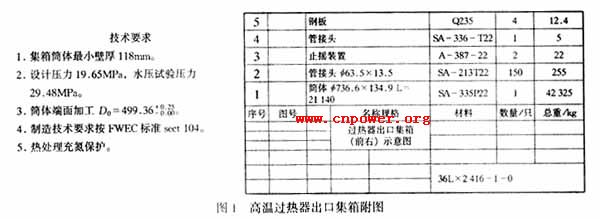
1.2高温再热器进口集箱
见图2。介质额定温度350℃,介质额定压力为5MPa。集箱筒体材料一只采用SA-516GR70,一只采用SA-387-11。筒节均为钢板卷制而成,名义外径为884.8mm,名义壁厚为36mm,最小允许壁厚31.5mm。每只集箱筒体上都装有540只ø57.2×4.6,材料为SA-210A1的蒸汽引入管,集箱的长度约为18m。
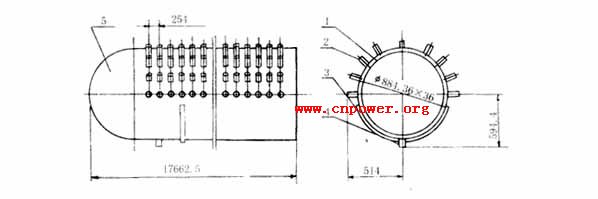
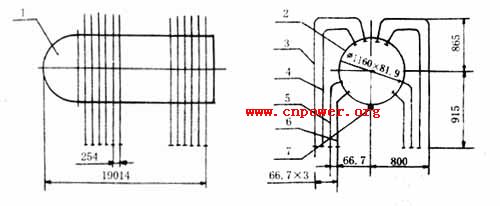
1.3高温再热器出口集箱
见图3。介质额定温度555℃,介质额定压力5MPa,集箱筒身也是由钢板卷成,材料选用SA-387-22,简体名义外径为1160mm,名义壁厚为84.9mm,最小允许壁厚74.3mm。每只集箱筒体上都装有568只长度在1~2m之间的蒸汽引入管,材料为SA-213T22,集箱长度达18.45m。
2制造工艺方案和生产前准备
2.1焊接接头标准制订
合同生效后,首先确定厂内焊接接头型式。根据FWEC提供的FW焊接标准,结合SAME法规规定和DBC的经验,用近2个月的时间,于1998年3月底对厂内焊缝制定出10种标准接头型式共72种规格。标准使用中英文两种版本,英文版提交FWEC认可通过。



2.2按ASME规定进行焊接工艺评定
在焊接方法和焊接接头型式确定之后,按照产品材料、规格对照ASME第Ⅸ的规定,选取焊接材料,拟定焊接工艺规程,进行了17项焊接工艺评定试验。试验在1998年5月底结束,验证合格的焊接工艺规程(WPS)全部提交FWEC认可。
2.3制定产品加工工艺方案
根据3种集箱的结构特点,制定了相应的产品加工工艺方案,并根据工艺方案编制了工艺过程文件,设计了19项专用工装用于3种集箱的制造。
2.4投产前的技术交底
由于本项目所涉及的3个部件均是DBC首次生产,其尺寸规格、材料选用和制造标准都是第一次遇到,承制车间、选用设备和加工方法也与已往有较大的变化。为了使生产管理部门和车间操作人员能正确理解和按规定操作,投产前,举行了全公司有关管理人员的技术交底,同时深入两个主要车间向技术员和主要操作工人进行了技术交底。对于手工氩弧焊打底和埋弧自动焊的工种,还事先安排了演练培训。
3生产制造
本项目中的3种集箱分别表现为超大、过厚或过薄、接管过多、过长,因而尽管在投产前进行了长达4个多月的技术准备,但在生产过程中仍然暴露出一些问题,有些是没有严格执行工艺引起的,有些则是始料未及的。制造过程中的主要难点和解决措施如下:
(1)再热器进口集箱外径大、壁厚余量小,而且,FWEC所供筒身料采用钢板卷制管,椭圆度大,图纸规定的内孔D0尺寸加工不出来。对此,FWEC要求在所有管子两端的内壁进行堆焊。这样,将增加打磨—探伤—堆焊—打磨—探伤等工序,不仅造成返修工作量大、焊材损失多、机械加工时间长,而且难以估计焊接变形结果。分析后认为,中间尺寸没有必要保持统一,在保证最小壁厚的原则下,可以采用配对加工、装配的办法。通过对实物逐一测量,提出具体的尺寸变动数据,说服FWEC接受,确保了产品质量,并节约了近10万元的成本。这种方法也被用于再热器出口集箱的部份筒体。
(2)过热器出口集箱壁厚达135mm,按规定,焊前必须预热200~300℃。在预热过程中,筒节产生膨胀,使原先预留的焊接间隙消失,难以实现根部焊透。问题暴露后,及时增加了楔形工装,消除膨胀的影响。投产前,针对壁厚过大、根部焊接困难的问题设计制造了专用手工氩弧焊焊,并进行了生产操作试验。
(3)过热器集箱筒体外径尺寸和重量都超出工厂现有通用机床的加工范围,集箱的内孔尺寸又因过小而超出专用边缘车床的规范,为此,设计了专用刀具,最终利用边缘车床顺利完成了端面坡口和内孔的加工。
(4)再热器出口集箱上需要装焊568只管接头,管接头弯曲成形后的长度最短为700mm,最长为1?780mm,环向分布为8排,纵向节距为254mm,焊接障碍很严重。为此,事先制定了焊接方案,焊接过程中,也一直跟踪,及时总结经验,修改装焊顺序。
(5)再热器进口集箱直径大、壁厚薄、刚性差,集箱上的540只管接头全部分布在筒体的半周上,角接焊导致严重的扭曲变形,第1只集箱的直线度超差达35mm。对已变形的工件,两次拟定复校方案,最终使集箱的直线度达到标准要求。从第2只集箱开始,重新修订了焊接方法和装焊顺序,取得了良好的效果。
(6)为了减少集箱热处理时的氧化现象,首次采用了充氮保护措施,设计了专用工装,通过试验确定了氮气的流量,收到良好的效果。
(7)由于集箱较长,集箱上的接管分布不均,热处理引起的变形也很大,特别是出炉冷却过程中的变形。根据第1只集箱出炉冷却过程中的变形情况,从散热规律和温度对材料屈服强度影响方面分析,总结出经验,改变了冷却方式和工件安放位置,将集箱热处理后的变形控制在标准规定范围之内。
4关键技术成果
生产制造经验是工艺成果的重要组成。但是,从科技含量和直接经济效益上考虑,本项目的关键技术成果有:
(1)将ASME法规、FWEC焊接和国家焊接标准融会贯通,设计了10种共72个规格的焊接接头型式。技术水平高于国家标准,为走向世界奠定了基础。
(2)首次按ASME规范对SA-335P22、SA-387-11、SA-516GR70三种材料的对接,以及它们与各自相联接材料的角接焊接进行了较系统的可焊性研究试验,确定了12项焊接工艺规程,并全部得到美方认可,技术上实现了与国际接轨。
(3)采用了大量的国产焊接材料(均获美方认可),仅此一项,就节约制造成本80万元。
(4)首次采用热处理充氮保护,获得良好效果。该成果在随后的秘鲁工程中再次被应用,亦获得日本合作伙伴的好评。
(5)通过再热器集箱制造,积累了板管集箱制造的宝贵经验,特别是在大口径、薄壁管集箱制造方面(包括焊接应力和焊接变形研究),其制造水平居国内领先地位。
(6)通过对高温过热器集箱制造,在厚壁高合金钢管焊接方面(包括焊接拘束、预热温度、层间温度)积累了宝贵的经验,综合制造技术水平在国内位居前列。
5小结
邯峰660MW机组锅炉分包合同于1999年8月全部结束,该项目为DBC创汇400多万美元,其中过热器、再热器集箱是重要的关键的部件。
660MW“W”火焰锅炉高温过热器、高温再热器集箱制造成功,在DBC的历史上甚至全国范围内都有突破意义,它标明DBC的加工制造技术达到世界一流和国内领先水平。
虽然当时DBC没有600MW锅炉设计和运行业绩,但通过本项目实施,已具有了660MW等超大型机组锅炉的生产制造业绩,这对其拓展更大的市场具有重大的意义。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)