|
1 ����
˫�����������ֳ���������Ĺؼ��豸֮һ,��Ҫ����Գ��ͺ�ĸְ����ë����,ʹ֮��Ϊ���ճ�Ʒ������˫������ӿ��ƽǶȿɷ�Ϊ����ϵͳ��������������ϵͳ������ϵͳ����϶����ϵͳ�����⻮��ϵͳ���ְ����ϵͳ��6����ϵͳ��Ϊ�˷�ֹ�ְ��ڼ��еĹ�������ƫ,ȷ���ְ�ļ��гߴ���Ͱ岽��,˫��8̨������ͬ���Կ��Ʒdz���Ҫ��ij���ֳ�˫���������ϵͳ�ĸ�����Ŀ��,�����˻���PROFIBUS���ߵķֲ�ʽȫ����˫�������������Ʒ���,����ȡ����ͳ��ģ��������ϵͳ��
Ϊ�˶Ը�����˫��������������ϵͳ������״̬����ʵʱ���,����������������,������������̬����WINCC��Ϊ��λ�����ϵͳ�Ŀ���ƽ̨,���ڿ��������״̬��غ����ݹ���ϵͳ��WINCC������Ĺ�����̬����,�ر���WINCC V6.0�Ƴ��Ժ�,��������ϵ�ṹ����ṹ�Լ����ݿ�����ȷ��涼���˺ܴ�ĸĽ�,ʹ�����Ĺ��ܸ�������,ϵͳ���ӿ���,��̬�������[1]����������WINCC�ı����鵵���ڹ���(���ҲҪ500ms),��������������ݲɼ���Ҫ��Ϊ��ͻ��WINCC�����̬ƿ��,�������WINCC�Ŀ������ص�,����C�ű���д�������ݲɼ���ȫ�ֶ���,���ڶԶ�����ݵĴ�����պʹ���,����Visual C++����ActiveX�ؼ����ڸ����������ߵ���ʾ�� 2 ���ϵͳ������ṹ
����PROFIBUS���ߵķֲ�ʽȫ����˫��������������ϵͳ������ṹ��ͼ1��ʾ,���϶��¿ɻ���Ϊ���Ӽ��p���Ƽ����ֳ���������Ρ� 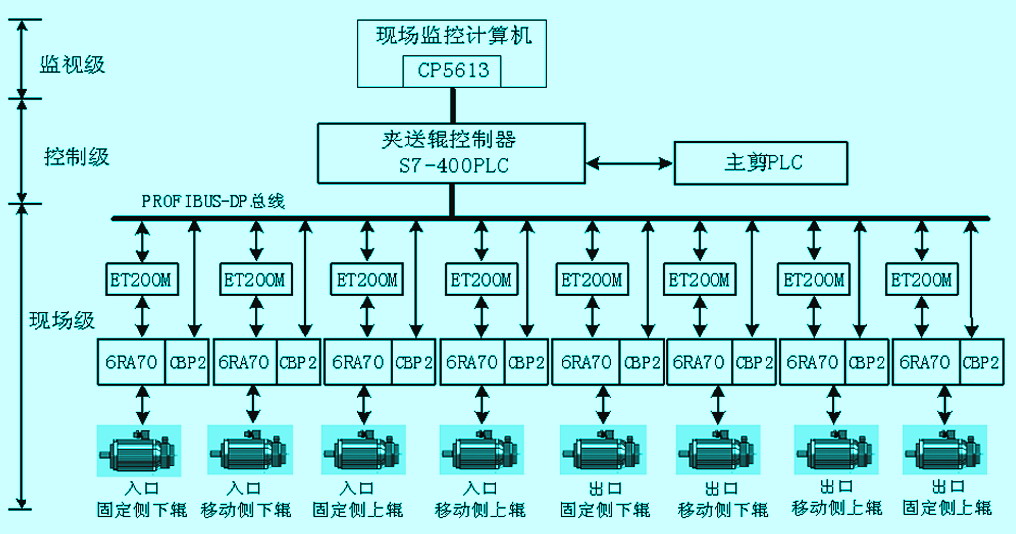
ͼ1 ˫����������ϵͳ������ṹ
2.1 ���Ӽ�
���Ӽ�����һ̨�л�IPC610���ػ���ɡ����ػ���ΪPROFIBUS-DP 2����վ,������ͨѶ������CP5613,ͨ��PROFIBUS DP��Э��ʵ������Ƽ�֮���ͨѶ�����Ӽ���ֱ�Ӳ����������̵Ŀ���,����ͨ��WINCC�����������,ʵ�����¹���:���̼��ӻ���Ŀ�����8ֱ̨��������ٶȺ͵������ݵIJɼ�����ʾ������ϵͳ��Ҫ��������ʾ�����á�ϵͳ���ϼ�⡢˫����������״�����ȡ�
2.2 ���Ƽ�
���Ƽ�����һ̨S7 PLC 412-2DP��Ϊ������վ,������������������ϵͳ�ĺ��ġ�����STEP7���������������Ƽ���Ӳ����̬�����Ƴ���ı�д�����,��Ҫ������¹���:
(1) ����˫������Ĺ���Ҫ��,���Ƹ���������ת��Ϊ��֤�ְ��ڼ��й����в���ƫ,����ȷ����8̨��������ͬ���Կ���,��������˶��֡����ӿ��ơ���ʽ[2]��
(2) �������������PLC����Ϣ������S7-400 PLC����������PLC���ռ���������ֹͣ��ѹ��ѹ�µ��źš���������������PLC���������á����������ϡ����������á����������ϵ��źš�
(3) Ϊ���Ӽ��ɼ��ֳ�����,ͬʱ�������Լ��Ӽ��Ŀ���ָ�
2.3 �ֳ���
�ֳ�����8��ֱ��������ƹɡ�ÿ�����ƹ�װ��һ̨6RA70ȫ����ֱ������װ�ú����ֲܷ�ʽ��վET200M��6RA70����ʵ�ֶ�����������ֱ����������ٶȺ����ؿ���,�����ƹ�Ŀ�����������������ʾװ�þ�ͨ��ET200M�����ơ�6RA70��ET200M���ܴ�վ�ֱ�ͨ��CBP2ͨѶģ���IM153�ӿ�ģ��,����PROFIBUS-DP����,ʵ������Ƽ�PLC��ͨѶ��
3 ������ݲɼ�����
3.1 WINCCͨѶԭ��
WINCCʹ�ñ����������Ա������м��й����������������������Ǵӿ���ϵͳ(��PLC)��ȡ������ı���ֵ���������ͨ��������WINCC��Ŀ�е�ͨѶ������������ɡ�ͨѶ��������������ͨ����Ԫ����WINCC����̴���֮��Ľӿڡ�����������������ϵͳ�Ļ���Ӳ��������������ͨѶ������(��CP5613)��ʵ�ֵġ�WINCC��������ʹ��ͨѶ��������PLC����������Ϣ,Ȼ��,ͨѶ��������PLC�ش���Ϣ����Ĺ���ֵ����WINCC������������WINCC��PLC֮������ݽ����Ǽ��ϵͳ�Ļ��������,������WINCC���м��ϵͳ����֮ǰ�����Ƚ��б�����̬,ȷ�����ݲɼ�������
3.2 ������̱�������̬
�����ڱ���������������SIMATIC S7 Protocol Suite��������,��PROFIBUSͨ����Ԫ�½���һ����S7 PLC�����ӡ����ڳ���Ĺ��̱���,�����ϵͳ�Ĺ�����Ϣ��ÿ̨���������״̬�Լ�����Ĺ������ź�,���ڸ������ڱȽϳ�(ͨ����С��500ms),ֻҪ�����������͡�������ַ�ȳ�����̬����,�����������Զ���ɶ���Щ�����Ĵ���,�����Գ������WINCCǿ��Ĺ���ֵ�鵵���ܽ��й鵵��
3.3 ������ת�����ݵĸ��ٲɼ�
��˫����������ϵͳ�ĵ��Ժ��Ϸ���������,��������������ĵ�����ת�������Ƿdz���Ҫ������,���Ҫ���ܹ�����λ�����ϵͳ��ʵʱ����8̨����ĵ�����ת�����ߡ�Ϊ�˵õ��Ƚ�ƽ���ĵ�����ת������,������Ҫÿ20ms�ɼ�һ��������ת������,Ȼ��WINCC��̵ı�����������Ϊ250ms,��̵Ĺ鵵����Ϊ500ms,��Ȼ����Ĺ��̱�����̬���������������ת�ٵĸ��ٲɼ���Ҫ��
Ϊ������ɼ����ٸı�Ĺ���ֵ���������һ̨�豸�Ķ��������ȳ��ϵ���Ҫ,WINCC�ṩ����Ϣ֡���������Զ���ϵͳ��,�������ֵ���Ա�д�����������ݿ鲢����Ϣ֡��ʽ���͵�WINCC,�洢��WINCC��ԭʼ���ݱ����С�ԭʼ���ݱ����ĸ�ʽ�ͳ��Ⱦ����ǹ̶���,ֻ�з����ߺͽ������ܽ���������,WINCC���ܶ�����н��͡�
������������,��WINCC��Ϊÿ̨����ĵ�����ת�ٷֱ���̬һ��ԭʼ���ݱ���,��������Ϊ52���ֽڡ�ǰ50���ֽ����δ洢25�����̱���ֵ(ÿ��������ת��ֵ��ռ�����ֽ�),��������ֽڴ洢һ����־����,����ָʾ���µIJ���ֵ�ڸýṹ�еĴ��λ�á�Ȼ����PLC��ʹ��ѭ���ж���֯��OB35,��ѭ��������Ϊ20ms,��ΪWINCC��̬��ÿһ��ԭʼ���ݱ����������Ӧ�����ݻ�����(�洢�ṹ��WINCC�е�ԭʼ���ݱ����Ľṹһ��)����ÿ���жϺ�,PLC��ÿ̨6RA70�ϲɼ�һ��������ת��ֵ,����ʱ���Ⱥ����д����Ӧ�����ݻ�����,Ϊ������ÿ��д��IJ���ֵ��ʱ��,��Ҫ������д��IJ���ֵ�����ݻ�������λ�ñ��浽��������ֽڡ�����,��WINCC��ÿ��500ms�ɼ�һ��ԭʼ���ݱ���,��ÿ��ԭʼ���ݱ����а�����25������ֵ,�Ӷ���ӻ����20ms�����ݲɼ����ڡ�
WINCC����ֱ�Ӷ�ԭʼ���ݱ������д���,���ǿ���ͨ��WINCC�ṩ��C�ű���д���ڴ���ԭʼ���ݱ�����ȫ�ֶ���,�ڸ�ȫ�ֶ�����,����WINCC�ڲ�����GetTagRaw()������ԭʼ���ݱ���,�������е���Ϣ֡���ݽ��в������,��ֽ�����ĵ�����ת�ٵIJ���ֵ�����ض��ĸ�ʽ���浽�йص������ļ���ȥ,Ϊ�˱��ڲ�ѯ��ʷ����,��ÿ�����ݰ�����ϵͳʱ���������ȫ�ֶ����ij���������ͼ2��ʾ�� 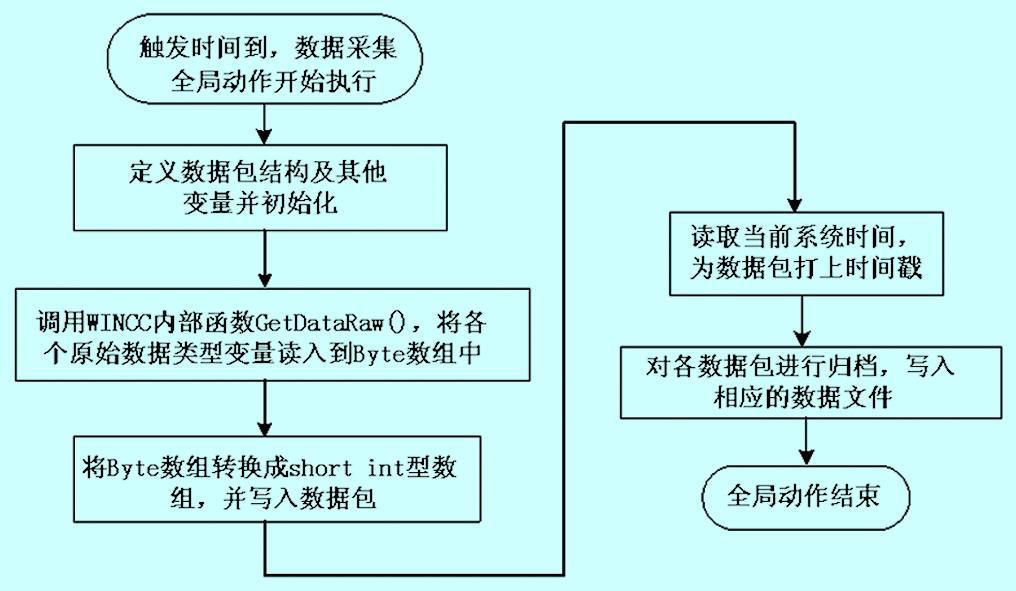
ͼ2 �������ݲɼ�ȫ�ֶ���������ͼ 4 �����������
���Ӽ��ļ��������Ҫ���������ӵ���̬����WINCC6.0���ж��ο������,ͬʱ����Visual C++6.0����ר��������ʾ���������ת�����ߵ�ActiveX�ؼ���Ƕ�뵽���ϵͳ�С�
4.1 ��������Ĺ��ܷ�������̬
��������������չ����ֳ��ľ��幦��Ҫ�������ƣ�������̬�������ص㣬���ϵͳ����ܶ��ڵ�����ͼ�λ����е������֡����ռ��ϵͳ����Ҫ���ܣ���̬�����»�������:
(1) ������:��WINCC��Ŀ���к��Զ���ʾ�û��棬�������Ϸ�Ϊ�ü��ϵͳ�����ƣ�������־�Լ�����ʱ�����Ϣ���·�Ϊ�����л���ť���м䲿��Ϊ�ӻ�����ʾ����
(2) ���й����ӻ���:�û��涯̬ģ��˫���ļ��й���,�ܹ�ȷ������ķ�ӳ��������ͣ������ת���Ϲ���ѹ����̨�����Ͱ�����Լ�ѹ��ѹ�µ�״̬��������ͨ��C�ű���д�����ں�̨�ĸ�ͼ��Ԫ��������ʵ�ֵġ�
(3) �������̨�ӻ���:�û��潫����̨��8������ƹ������ϵ���Ҫ��������(�簴ť��ת�����ص�)����ʾԪ��(��ָʾ��)������һ���γ�һ���������̨��ͨ���û��棬����ֱ�۶�ȫ����˽���������״̬�����ҿ��Ը�����Ҫʵ����ʵ�ʲ���̨ͬ�ȵIJ������ܡ�
(4) ���ϼ�⼰�����ӻ���:�û��漯����ʾ��������Ĺ��Ϻͱ�����Ϣ����Ҫͨ������WINCC���õı����ؼ�ʵ�֡�
(5) ���ղ����趨�ӻ���:�û����������ü��в���,�����ٶȵ���Ҫ�Ĺ��ղ�����
(6) ̨�ʼ������ӻ���:�û���ͳ�ƻ������Ҫ��������,����������ʱ�䡢����ʱ�䡢ͣ��ʱ���,������ֱ��ͼ�ͱ������ʽ��ʾ�ʹ�ӡ����ĸ��ֱ�����
(7) �������ٶ������ӻ���:�ڸû�����Ƕ�����п����ĵ�����ת�����߿ؼ�,����ʵʱ��ʾ8����ֱ������ĵ�����ת�����ߡ�
4.2 �������ٶ����߿ؼ������[3]
���ڵ���ĵ�����ת�ٵ����ݲ���ͨ��WINCC���й鵵�����DZ������Զ���������ļ��У��������ʹ��WINCC��������ʾ�ؼ�������ʾ����Ҫ���п���ActiveX�ؼ���ʵ�ֵ��������ת�����ݵ�ͼ����ʾ���ܡ�ActiveX�ǻ���COM�Ŀ��ӻ��ؼ��ṹ���̱����ơ�����һ�ַ�װ�������ṩ��װCOM�������������Ӧ�ó����һ�ַ�����Visual C++�ṩ�˶��ֿ���ActiveX�ؼ��ķ�����������Զ���,����MFC ActiveX ControlWizard�ķ������������ҿ�ݡ��ÿؼ������ܹ�ʵʱ��ʾ������ת�������������������,��ʵ������ʷ���߲�ѯ�����߱��桢��ӡ���ߵȸ��ӹ��ܡ�WINCC��һ���ܺõ�ActiveX�������ڲ���ϵͳ��ע�������ActiveX�ؼ������Ա�WINCC���ã���˽���õĿؼ�ע���ֱ��Ƕ��WINCC�ĵ������ٶ������ӻ��漴�ɡ� 5 ������
����WINCC�������ϵͳ,���м���ѧ���������ڶ̡��ɿ��Ըߵ��ŵ㣬ͨ���ḻ��ͨѶ��������ʵ�������ϵͳ������롣ͬʱ,����WINCC֧��C�ű���ActiveX�ȿ����Խӿ�,���Կ������õ���������������չ���ϵͳ�Ĺ��ܡ���ϵͳ����2005��4��Ͷ���ֳ�ʹ��,��������������,�����ָ����ﵽԤ��Ҫ��,ȡ�������õľ���Ч�档
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���