|
一、工程概况
国家体育场看台的放射状混凝土框架结构与环绕它们并形成主屋盖的空间钢结构完全分离。空间钢结构由24榀门式桁架围绕着体育场内部碗状看台区旋转而成,其中22榀贯通或基本贯通。结构组件相互支撑、形成网格状构架,组成体育场整体的“鸟巢”造型。所有钢结构构件形成结构及建筑外形。
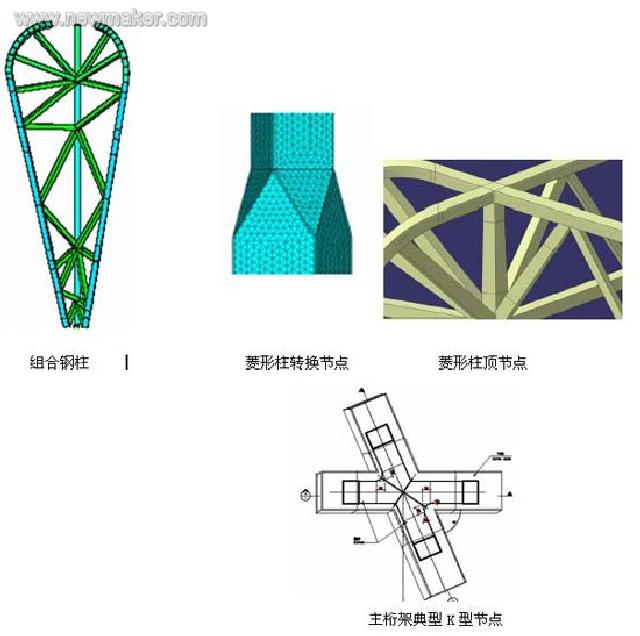
工程±0.000标高相对于绝对标高为43.500m,钢结构屋盖呈双曲面马鞍型,南北向结构高度为40.746m,东西向结构高度为67.122m。屋顶主结构均为箱型截面,上弦杆截面基本为l000mm x l000mm,下弦杆截面基本为800mm x800mm,腹杆截面基本为600mm x 600mm,腹杆与上下弦杆相贯,屋顶矢高12.000m。竖向由24根组合钢结构柱支撑,每根组合钢结构柱由两根1200mm×1200mm箱型钢柱和一根菱形钢柱组成,荷载通过它传递至基础。立面次结构截面基本为1200mm×l000mm,顶面次结构截面基本为l000mm×l000mm。
1 钢结构设计重量
主桁架:l2720吨组合柱:12548吨次结构:11670吨
楼梯:4137吨马道:800吨 合计:41875吨
2 钢材型号厚度
钢板的最大厚度lOOmm。当钢板厚度≤34mm时,采用Q345钢材:当钢板厚度≥36mm时,采用Q345G搠材:少量厚钢板采用Q460、8480ML钢材。局部采用铸钢件。
厚度分布:
-组合钢柱除少量棱形柱底部和顶部为90。lOOmm,其余为50480mm,另外两根方形斜柱板厚绝大多数为30、25、20mm。
-桁架上弦杆个别段为50mm外,其余均在40mm以下,大多数为30、25、20mm。
-桁架下弦杆个别段为50、42mm外,其余绝大多数为20mm。
-腹杆为20、14、lOmm,多数为lOmm。
-次结构板厚最大36mm,绝大部分为20mm以下。
3 钢材性能

1 工程规模大,构件吨位重
-马鞍形钢屋盖长轴约333m,短轴约280m:内环长轴约l82m,短轴约l24m:矢高12m。
-组合钢柱最大重量约重520t,每延米最重约lOt:主桁架每延米最重约3t。
2 节点复杂
-主结构均为大截面箱型构件,节点在空间汇交多根杆件:次结构节点复杂多变、规律性少。
三、施工方案简介
根据调整后的初步设计图纸等技术条件.确定的最终安装方案为地面拼装高空散装的施工方法,即在场内布置T8根支撑体系,主体结构分片或分块地面拼装成型后,通过800T及600T吊车吊装到临时支撑顶部,分四大区J、个阶段对称完装及焊接,主结构结构及立面次结构完成后对T8根支撑体系进行整体、同步卸载,最后安装平面次结构。
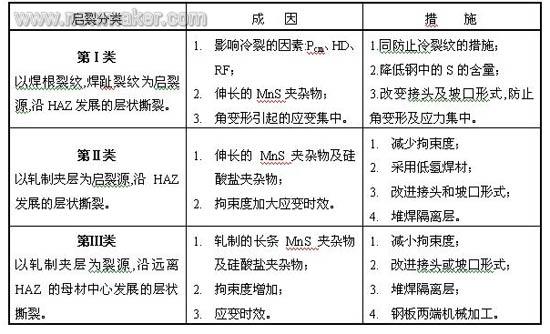
四、层状撕裂问题分析
层状撕裂风险性分析
由于焊接接头的形成方式对钢板板厚方向的拘束比较大,因此,从接头方式角度来讲存在一定的倾向性,根据层状撕裂经验公式:
LTR=INF(A)+INF(B)+INF(C)+INF(D)+INF(E):
INF(A)为焊脚尺寸S的影响,s值越大,LTR越大。所以不应采用过大的焊脚尺寸。
INF(B)为接头形成方式的影响。
INF(C)为承受横向拘束时板厚飒jLTR的影响,;越大,LTR越大。
INF(D)为拘束度的影响,拘束度R樾大,层状撕裂倾向越大。
INF(E)为预热条件的影响,采用预热有利。
根据所计算的LTR值知道,板厚大于40mm其层状撕裂的危险性很大,但产生层状撕裂最主要是取决于钢材的材质,因此本工程所选用的钢板其性能一定要满足Zl5~Z35的要求,同时在应力应变的控制上采用有力防止层状撕裂现象的出现。
五、钢结构焊接变形及残余应力的分析与对策
焊接变形与残余应力是钢结构工程中必须认真对待的重大课题,必须有严密的工艺规程及对策,在工程的进行过程中,还必须采用科学合理的管理,使之形成完整的系统管理工程,确保钢结构工程质量。
1 焊接变形与残余应力的基础分析
国家体育场钢结构工程现场焊缝主要分为两大类型:角焊缝及对接焊缝。一般来说角焊缝的焊接变形不会太大,其残余能量主要以焊接残余应力的形式存在于钢结构的焊缝和H^z之中:角焊缝不是主要受力焊缝,控制焊接残余应力大小的关键是控制焊缝的最小焊脚尺寸。厚板对接焊缝的残余能量以焊缝的收缩变形和焊接残余应力的形式存在于焊缝和H^z之中:因此控制焊接变形及焊接残余应力必须综合治理。实践证明:焊接应力及残余应力同时存在于同一焊件之中,既相辅相成又可以相互转换,该结论的理论依据是能量守恒,见式(1),(2)。
设焊缝焊接的总能量E总=1:
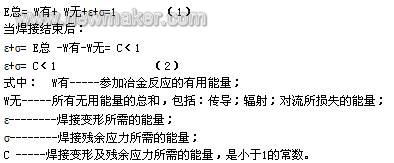
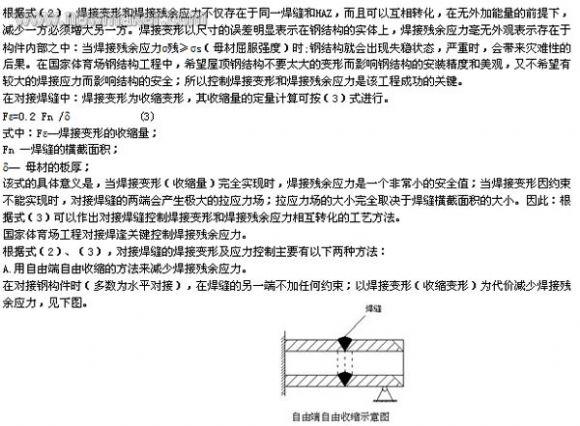
该方法适合任何对接构件,采用该法前都应用(3)式进行计算,确定焊接变形的数值,必须在制作结构中预留。(如变形小可不考虑预留)
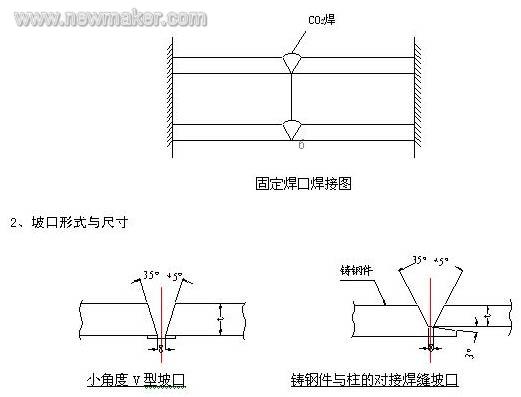
B在固定焊缝的焊接时,用减少焊缝焊肉的截面积的方法来实现减少焊接残余应力的目的。在固定焊缝的焊接中,用焊接变形(自由收缩)的焊接方法来减少焊接残余应力己不可能实现,因为构件两端的刚性很大,产生变形必然形成两端焊缝的强拉应力场,对焊缝的安全不利,唯一的方法减少固定焊缝的焊肉截面积和采用能量密度相对较高的焊接方法(如熔化极气体保护焊和药芯焊丝自保护焊等),并采用较小的热输入(即小线能量E),这样便可以达到控制焊接残余应力的目的,见下图。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)