|
�Ա�������ĥ������ҵ������ľ���������������ĥ����ҪӦ�����������1998��Ϊ���ֵ㡣1998 ����ǰ����ҵ�������ٵ�����Ϊ�����߷�ɢ��ĥЧ���Խ��������ɱ�����Ⱦ�ϡ�Ϳ������ī�Ȳ�ҵ����1998 ���Ժ�ҵ����ƿ����Ϊ��εõ�ϸ�������������ϼ���ν��������Ϸ�ɢ�����ղ�Ʒ�����ҵTFT-LCD����ī��ī�����ӡ����Բ��ϡ�ҽҩ��������ҩ��ϸ�����顢�����ʳƷ����ҵ��
�����Ǵ�ͳ��ҵ������ĥЧ�������Ǹ߿Ƽ���ҵ����������ϸ������Ⱦ���ƶ�ͬ����Ҫ������ϸ�졢������Ⱦ�ѳ�Ϊ��һ����ɢ��ĥ��������Ҫ֮���⡣
���Ľ����������ĥ���ֿ�����չ��������ɢ��ĥ������ԭ����������ĥ���Ĺ��졢�����豸����Դ��Ӧ��ʵ����ע��������ۼ�����������������̽�֡�
������ɢ��ĥ�������ֿ��뷢չ
�� ��ѧ����bottom up����������е��ĥ��top down����
���� 3C ��Ʒ֮�ᡢ������С�������ײ���Ӧ��֮���Ȼ�����ν���ϸ��ĥ����Ӧ�������ײ��ϵ���������ɢ��ĥ�ѳ�Ϊ������Ҫ���⡣һ����õ���������2��������һ��Ϊ��ѧ�������¶��ϵ����췽����bottom up�����绯ѧ���������ܽ���������sol-gel���ȡ���һ�ַ�����Ϊ���������������������ɴ��С��top down�������е��ĥ���ȡ�
��ĿǰΪֹ����ѧ����Bottom up�����������췽������ѧ���类�о������з�˶�ijɹ������Եõ��������塣Ψ������ɱ���ʱ�൱�ߣ��Ҳ��Ŵ�scale up����ͬʱ���õ������ֲ���ϴ����Ե�ĿǰΪֹ����ҵ������������е��ĥ��top down�������Եõ���������Ϊ����Top down�������õ������ֲ���С�����壬ͬʱ�����ɱ���Խϵͣ����������ƣ����з�ʵ���̨���õ������Ŵ�scale up����������̨��ΨTop down����Ŀǰֻ����ĥ��30 nm������������ҵ������
�� �ɷ���ĥ��Dry grinding����ʪ����ĥ��Wet grinding����
�����������쳧���ԣ���Ȼϣ���Ըɷ���ĥ�������õ����������塣�����Ի�е��ĥ��ʽ��ĥ����ʱ������ĥ�����У������¶Ƚ��������������������������ҵ�����ϸ������α��������������Ⱦ�����ĥ�������ƿصġ�����һ����ԣ��ɷ���ĥ������ֻ����ĥ��8um�����Ҫ�õ�8um�����������ͱ���ʹ��ʪʽ��ĥ��
��νʪ����ĥ���Ƚ����������ʵ��ܼ���ͣ����Ƴ��ʵ����ϡ�Ϊ�˱�������ĥ�����з�������������������������ʵ���ɢ������������ĥ������ϣ�����������ƷΪ������ǽ��ϣ����迼�ǵ�����Ƚ������еĴ�������ӹ��˼���ν����˺�Ľ��ϸ����Եõ������ķ��塣���ԣ�����ʪ����ĥ��ʽ�õ���������ʱ�����ѡ���ʵ����ܼ������������˷��������﷽����Ӱ�쵽�Ƿ��ܳɹ��صõ���������ؼ�������
�� ��ĥ��Grinding������ɢ��Dispersing��
����˼�壬��ĥ���弴�����ü�������shear force����Ħ�����������impactforce���������ɴ������ĥ��С��������ɢ����Ϊʹ�����屻���������ܼ�����������ɢ������֬�Ȱ���ס���Ա�ﵽ������ȫ�����루separating������ʪ��wetting�����ֲ���distributing�����ȼ��ȶ���stabilization��Ŀ�ġ������������ɢ����ĥʱ����Ϊ����߶��ɴ��С�Ĺ����У������߶����������˶���������������Ҫ�����ԣ����ѡ���ʵ������Ա�������ٴ����ۼ����ѡ���ʵ�����ĥ����������ĥ�����¶��Խ��ͻ���Ⲽ���˶�Ӱ�죬����Ϊʪ����ĥ��ɢ�����ܷ�ɹ��صõ�����������ĥ����ɢ�ؼ�������
��������֮��ɢ��ĥԭ��
�Ի�е������ʪ����ĥ��ʽ�ǵõ�������������Ч������Ϻ�����Ч�淽�������Ľ����ʪʽ��ĥ����ɢ����֮ԭ�����Ƴ̽�������̽�֡�Ϊ�˷���˵�������Ľ���ͼ1�������ٽ�����ĥ��Ϊ����һ˵����

ͼ1 �������ٽ�����ĥ������
ͼ1����ĥ��Ϊһ�ܱ�ϵͳ������ĥ����ĥ���ڷ����ʵ����ʴ�С��ĥ����ĥ���� ��grinding media������ԭ����ͼ2��ʾ��

ͼ2 �������ٽ�����ĥ����ԭ��ʾ��ͼ
��������Ƥ����������ת�ӽ�������ĥ���˶�������������shear force�������������������ĥ���ƶ���������ĥ��������˶���������������������ɢ��ĥЧ����������С����ĥ���ڷ���ĥ���뽬�ϵĶ�̬������������������϶��Сʱ�����Ͻ�������������������Ͱ���Ա�õ���ɢ��ĥЧ����������������δ�ﵽ����Ҫ��������ظ�����������ͨ����ҳ�֮Ϊ����ѭ����ĥ��ֱ�������ﵽҪ��Ϊֹ��
ͼ3 �������ٽ�����ĥ��֮�ٿ�����
����������ͼ3������ͼ��ʾ������̽��˵�����£�
�� ����ǰ������Ԥ���裨Pre-mixing��
��ϵͳ�ܷ�ɹ��شﵽ��ĥ���ɢĿ�ģ���Ҫ����ĥ���ʣ���ĥ��С������֮ѡ���Ƿ�õ����Ա������滮��ʵ���Գ����ٳ����飬��ѡ��֮ĥ����Ϊ0.1-0.4 mm�����¡�ͬʱ��Ϊ������ôС��ĥ���ܹ�����ĥ�����в��ܽ�����X�᷽���ƶ�������Ӱ�����ǰ��������������������ĥ����ѹ��̫�����ͣ���������ת�����ٶ��賬��10 m/sec ���ϡ�ͬʱ������ճ�ȿ��Ƶ�����100 cps���£��Ա���ĥ���˶����ܽ���ճ��Ӱ�졣ͬʱ�����ϵĹ���ɷ֣�solid content by weight��Ҳ�������35�����£��Է�ֹ��ĥ�����������ȱ����֮���Ӷ�����ճ��������������ʹ��Сĥ��Ȼ��Ϊ�˱���0.3-0.4mmĥ��Ӷ�̬������������ĥ�һ����������ϣ�����������϶�������0.1 mm��
����֮��ϵ���������ɱ�1��ʾ��

Ϊ�˴ﵽ������1��Ҫ����ǰ������Ԥ����ʱ���������з�������ĥ֮ǰ�Ľ��ϣ��������£�
�� �Ⱦ���������ĥ�������������target fineness����
�� ������ճ�ȣ�viscosity�����̺�������ĥǰϸ�ȣ�start fineness����������Ҫ��ϸ�ȣ�Target�����������������1����
�� Ԥ�����ǰ����ϵͳ����ת��ת����Ϊ�����ٶȣ�High speed����ơ����������ٶ�Ϊ2-13 m/sec�Ա��⽬�ϳ����������������
�� ��ĥ������
Ϊ�˿��ٴﵽ��ĥ����Ҫ����ʹ��ĥ��������������ת��������Ƶķ��������£�
�� ������������Ҫ��ѡ���ʵ���ĥ�����磬����ﵽ����Ҫ���ұ���ĥ����ģ���ѡ�����������ĥ��Ī��Ӳ��Խ��Խ�ã�ĥ�������Ϊ��Բ��û�п�϶��ĥ���СΪ0.05-0.4 mm��ĥ��ѡ���ʵ��������ܷ�ɹ�����ĥ�������ﵽ����Ҫ��
�� ����ĥ���С����������Ե����ʵ��Ľ���ת��ת�١�һ��������ĥ��ת�����12.5 m/sec���ϡ�
�� ������ĥ�����¶ȡ�һ���������ϵ���ĥ�¶��������45�����¡�Ӱ�쵽�����¶ȵ���Ҫ����Ϊ����ת��ת�١�ĥ������ʡ���ĥͰ�Ƚ��������С����ȴˮ������������
�� ����ĥ���Сѡ���ʵ���̬����ϵͳ��϶��һ���϶Ϊĥ��ֱ����1/2��1/3��
�� ������ת�١�����ĥͰ���Խ���ѹ����Χ�ڣ��õ�ת��Խ��Խ�á���ˣ�������ͬһ��ĥʱ�������ӽ��Ͼ�����ĥ����ĥ�����Եõ���խ�����ֲ���
�� ��¼��ĥ���������ĵĵ���kWֵ��
�� ȡ��ʱ����¼ÿ����Ʒ�ı�������specific energy��ֵ�����ڷ�����������С����������ƽ��������ϵ��������������Scale up�á�
�� �ﵽ���������ֵʱ����ͣ������ʱ��ԭ�����Ѵﵽ������ĥ��ɢƽ������Ҫ���ˡ�
�� ѭ��Ͱ����
һ��Ҫ�õ��������壬����������ĥ����ĥ��ʮ�Σ������ϰٴβſ��Դﵽ�������塣Ϊ�˽�ʡ�������������Զ��������˻������������Ƽ�ʹ��ѭ��ʽ����ģʽ��recirculation operation mode��������������ĥ��
�� ����Ҫ���ǵ��ص����£�
(1) ѭ��Ͱ�Ĵ�С����̫��һ������ĥ���Դ�����Ϊ3000 l/hrʱ�����ƶ����������Ϊ500 L��
һ��ѭ��Ͱ��СΪ��ĥ���������������1/5��1/10Ϊ�ˣ�ԽСԽ�á���˿�������ѭ��Ͱ���ڽ�����ͬһʱ�侭����ĥ������ĥ�Եõ��Ϻõ������ֲ���
(2) ѭ��Ͱ���н���ҶƬ��ƣ������ٶȲ��˹��죬��0-3 m/secΪ���Ա����������������
ѭ��Ͱ�������ȼ��ײ�������������ĥЧ�ʡ�������Ч�ʵصõ����������ɢ��ĥ������ǰ��������ĥ����ѭ��Ͱ��Ҫ�ؾ���߱���ȱһ���ɡ�
4�� ����ƽ��������D50���ķ����������䷽�̶�����ĥ������������̶������£�ƽ�������������ڱ�������specific energy��ֵ��������Eֵ�������£�
E������������λΪkWh/t
P�����ĵ�������λΪkW
P0 ����Ч�����ĵ�������δ����ĥ��ʱ��������ĥ�����ĵ�������λΪkW
m'����������λΪton/hr
Cm���̳ɷ֣���λΪ��
���Ͽ�֪������������������Ϊÿ�ַ���ÿСʱ�����ĵĵ�����
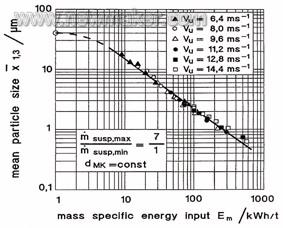
ͼ4 ��ĥ�����ı���������ĥ���ý���ƽ��������ϵ
��ͼ4��ʾ������ĥ̼���Ϊ�������߸ı���6�ֲ�ͬ����ĥ������ת�ӵ��ٶ�Ϊ��6.4-14.4m/sec����7�ֲ�ͬ��������X��Ϊ��������Y��Ϊƽ���������ɴ�ͼ���Ե�֪������������������ٶ���������Χ����θı䣬ֻҪ������ֵ�̶�������ĥ����ƽ�����������̶������ԣ����ò�ƷƷ�����֣�ֻҪ������ͬ�ı�����ֵ�����ɵõ���ͬ��ƽ������ֵ��
5��ĥ���С����ĥ�����Ӱ��
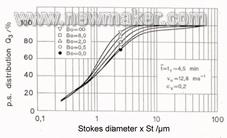
��ͼ5��ʾ����ͬĥ���С��Ӱ������ı�����ֵ����ͼ5�ɵ�֪����ʹ��1.0-1.4 mm ĥ����ĥ̼���ʱ����320 kWh/t���ſɴﵽ����D80 <2�m������������Eֵ�ﵽ96 kWh/t����0.6-0.8 mmĥ�������ĥ����ֻ��Ҫ������180 kWh/t�����ɴﵽ��ͬ����D80 < 2�m����������ʼ���������ȴ����ĸ�С������20�m���£�����Ը���0.2-0.6 mmĥ����ĥ�����ŴﵽD80 < 2�m����ı�����ֵ���ٴ�����С���������о���˵�����Ե�֪��ĥ��ԽС������ĥЧ��Խ�ã����������ֵԽС��
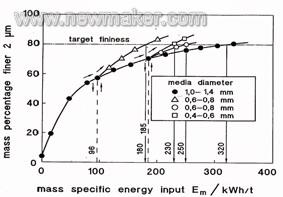
ͼ5 ��ĥ�õ���ͬ��������Ҫ��ʱ��ʹ�ò�ͬĥ���С�������ı��������ϵ
6�����������ֲ���Particle size distribution������
ͼ6 ��ĥ��������ĥ�����˶�ģʽ
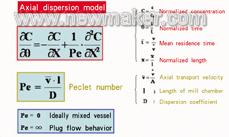
��ͼ6��ʾ�����Ե�֪�������ֲ�������Peclet number��С��Peclet numberԽ���������ֲ�Խ��Peclet�������£�
Pe��peclet number
V�������˶��ٶ�
l����ĥ�ҳ���
D����ɢϵ��
���Ե����ϱ�Pump������ĥ�Һ�������˶��ٶ�Խ�죬ͬʱ���������Խ���ҵ���ĥ���ڽ�����ɢϵ��ԽСʱ����Pecletֵ��Խ����˿ɵõ���խ�������ֲ���
ʵ��Ӧ��ʱ��������������ĥ�����У�������ĥ��ѹ��������Χ�ڣ�����������������˿������Peclet numberֵ���Ա�õ���խ�����ֲ�����ͼ7��ʾ��Peclet numberֵԽ��ʱ�����õ������ֲ���Խխ��
ͼ7 ��ĥ���������ֲ�����������Peclet Number ��ϵ
��һ��������ĥ���Ĺ���
��ǰ����������Եõ���������Ч�ʵ������������ķ�ɢ��ĥ����������Сĥ���ѳ�Ϊ���ɻ�ȱ�ķ�����ˣ���һ��������ĥ�������������㡰��������Сĥ����Ʒ���

ͼ8 ������ϸ��ĥ������ʾ��ͼ
��ͼ8ʾ��ͼΪ�������ص㱨�����£�
�� ԭ���ϵ���ĥ�ҵ����ԽС���Ҳ���Խ��ʱ���ͳ�Ϊ�Ϻ���ĥ��������Խ��ͽ��ϲ������Է����豸��ϴ��
�� �����������ר����̬����������������϶���ݲ�ͬĥ���С���������������ж��ĥ����ĥ��������ɡ�ͬʱ���������Խ������ĥ������ʹ��������Խ�������㡰��������Сĥ��ԭ��������϶��Ϊĥ���С1/2��1/3��
�� ��ĥͰ���д�����ȼ��ײ���ƣ������ڽ��������߲�����������ĥ�����¶ȡ�
�� ��ĥͰ�ڣ������뽬�ϽӴ����ֲ������ʵ���ѡ���Ա�����Ⱦ���������������������������⡣
�����豸��Դ
��Ϊ����������ĥ��ʹ��Сĥ��ת�١��������ܶȵȣ�ͬʱ���������Ⱦ������һ��ŷ�����豸���ʺϡ���Ȼ�����������й����������豸��������������豸��ǰ�ڴ�ĥ���գ�Ȼ����ŷ���豸�����һ�γ�ϸ������ĥ���ﵽ���ᄀ���á������Ӧ�á�
Ӧ��ʵ��
����ԭ�������������е�һЩӦ���������£�
�� ��ī��ī��
��������ī��ī�ѳɹ��ط�ɢ��ĥ��������ճ�ȿ�����5 CPS ���¡�
�� ����������ĥ����TiO2��ZrO2��Al2O3��ZnO��Clay��CaCo3���ɷ�ɢ��ĥ��30 nm��
���������ɢ���罫�������ɢ���߷��ӣ��������������ӵ��ܽ����Ƚ��з�ɢ��
�� �����ϡ��ⴥý���ϡ�PCB ��ī��������
�����뽨��
���������Ե�֪����������Сĥ��Ϊ����������ĥ��Ҫ��ѭ������������ϸ���졢��Ⱦ���١�����������ĥҪ������������������
�� ��������ĥ���ϵ��������ƷҪ��
�� ���ݲ�������Ҫ���ҵ��ʵ���ĥ����֮ƥ�����ĥ���ʡ�
�� ƥ���ʵ������豸�����ˮ����ѹ����������Ԥ���������ʽԤĥ�����ƶ�����Ͱ�ȡ�
�� �ҵ����ʲ�Ʒ�������빤�����̡�
�� ���ϡ����������ƵĹ�ͨ���Ա��������䷽����ĥ��������������������ԡ�
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���