|
摘要;本文在现有成型技术的基础上,着眼于成型技术的发展新趋势,立足于产品开发的更高要求,论证了高光无痕注塑模具及成型的技术的原理、实施方案、技术应用及未来的发展趋势。
关键字:高光 无痕 模具 速冷速热 模温机
1引言
首先说明,高光是典型的无痕注塑的突出体现,但不是无痕注塑的全部。我们制作高光模具已经有几个年头了,主要是家电产品的外部装饰件,如前面板、装饰片等,但每次我们都遇到过同样的难题,即无法解决熔接痕、缩水痕等成型问题,这大大影响了产品的结构强度和欣赏品味。在松下家庭影院HT869的前面装饰片上体现尤其突出,因结构上有很多孔造成在成型品表面的多条熔接痕,最后不得不采用成型后用NC雕刻机进行按键孔及出仓孔的二次加工。还有产生熔接痕的塑料件在汽车的内饰品的安全性方面很差,在发生危险时易造成更严重的伤害。在这种情况下,高光无痕注塑模具及成型技术被越来越多的业界人士所重视。
2 技术原理
我们对比传统的注塑成型工艺,来说明高光无痕注塑工艺的特点。
在传统的普通的注射成型加工中,将模具温度设低时,虽然可以减轻翘曲和缩痕、缩短成型周期,但容易产生熔接痕及料纹、光泽暗、表面粗糙等外观品质不良。相反,将模具温度设高时,可以提高产品表面的外观品质,但容易产生翘曲、缩痕、尺寸不良等,同时延长了成型周期,提高了成本。
高光无痕注塑成型技术采用特殊的速冷速热温控设备,可以同时解决上述两种问题。它利用蒸汽炉产生的蒸汽或者高温水和冷却水,通过快速的交换来控制一个成型周期内模具的温度,从而使上述两种方法的优势均得以发挥。
首先,注射前向模具通入高温水或蒸汽(如温度为150℃),使模具的温度达到超过树脂热变形的粘流温度,然后注射熔融树脂,这样汇料前端的料温就能够保持在粘流状态,就会形成没有汇线、表面品质良好的成型品。熔融树脂注射完成后,便开始冷却工序。用冷却水使模具温度迅速下降到树脂热变形的温度(如40℃)以下。这样,可以通过加快树脂的固化速度,来缩短成型周期,解决翘曲、下陷等问题。
过程如图示:
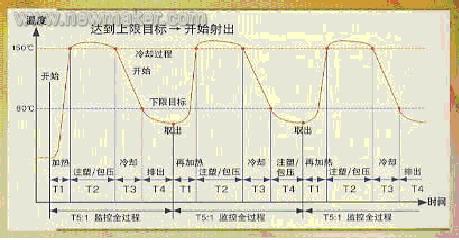
高光无痕注塑可消除产品表面溶接线、溶接痕、波纹及银丝纹,彻底解决塑料产品的表面缩水现象,并使产品表面光洁度达到镜面水平,几乎可以完全再现模具的表面状态,达到无痕的效果。 产品不需要喷涂的后续加工,有效降低成本,缩短交货时间。 此外,高光注塑还可解决加纤产品所产生的浮纤现象,从而使产品品质更加完美。在薄壁成型中,在高温下注入熔融树脂有助于提高注塑流动性,降低注射压力,避免浇不足和困气等问题,提高产品质量与强度。而且通过成型后的速冷,也可以降低收缩应力,使脱模变得容易。同时它也可使厚壁成型注塑周期降低约60-70%。

2 技术应用
高光无痕注塑成型可广泛应用目前用于目前DVD/DMR/BD/BR/PDVD等视听播放器的外装面板、液晶电视机,电脑液晶显示器,汽车液晶显示器,空调、汽车内饰件、车灯、光学仪器等家电、汽车、通讯、医疗等行业。
3 控制原理
全闭环系统控制输入输出温度的检测,模具内部设计温感器,以模具实际温度反馈PLC,数彩图变化显示,确保输出准确稳定。 蒸汽(高温水、冷水、及模具温度显示,用时间和动作与注塑机信号互锁。
4 技术要点
高光无痕注塑成型,技术关键点在于模具、材料、模具温度控制机。
4.1 机床匹配
注塑机的反应灵敏度要高,稳定性要好,能够实时快速反馈信号。
4.2 模具匹配
模具的设计方面要考虑耐高温设计,适用水路设计、安装匹配等因素。高光注塑是采用高温热水或蒸汽,在模具上做均衡的加温道,当注塑机顶出后通入高温循环水,首先把模具温度提高到一个设定值,然后开始给模腔注射塑胶,在注塑机完成保压转入冷却后,开始将热水回收注入冷水,模具温度很快下降到一个设定值后开模把冷水回收,完成整个注塑过程。因为是骤冷骤热的成型过程,模具要经受快速的冷热冲击,因此模具的选材很重要,必须选择热疲劳强度好的模具钢,日立的CEANA 1 是不错的选择。
4.3 模温机(控制机)匹配
能够快速产生足够量的高温水(蒸汽),并能够和注塑机信号互锁,实现闭环控制。
5 投资分析
5.1 模具成本
因采用匹配水路设计及采用耐高温部件,小型简单模具成本略有上升约15-30%,大型模具要根据实际计算。
5.2 设备方案
由高速制热(蒸汽或高温水)装置、快速冷却装置、控制装置、注塑机组成。
6 发展课题
虽然现在高光无痕注塑技术正在被大家广泛接受,但是从技术发展的角度来讲还有很多没有解决的问题。如高光表面的耐划性不是很好,对产品的生产制造和产品使用早成很多问题;再如高光成型的成型收缩率需要积累一定的经验,对于精度要求很高的产品来说要有很精准的数据支撑;还有复杂曲面塑件高光模具的设计制造的成本问题、模具的维护保养成本过高的问题、如何结合CAE进行高光模具设计等等是我们业界人士的共同课题。
参考文献
[1]《高分子材料流变学》 作者 吴其晔 巫静安 化学工业出版社 2002年10月1日第一版
[2]《塑料制品及其成型模具设计》 作者 邹继强 清华大学出版社 2005年2月出版
作者简介:王旭东,中国华录集团大连华录模塑产业有限公司任职技术部部长。联系电话13904085376,E-mail:charm.wxd@163.com。研究方向:家电产品开发、模塑部品配套技术
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)