|
四缸柴油机缸体中缸套孔尺寸精度、粗糙度、止口孔深度及位置度要求都较高,尤其是止口孔深度公差较难控制。目前多采用引进国外设备解决这个问题。本机床的研制成功为我公司B4125(B4130)柴油机缸体的加工提供了可靠的技术保证。
关键词:缸套孔;止口孔;精加工偏心机构;组合机床
1工件加工内容及其精度要求
1.1加工内容
B4125柴油机缸体合件(B4125.02.021)中4个缸套安装孔及其4个缸套上端止口孔深度。
工步1:半精镗2、4(1、3)缸孔至尺寸
工步2:精车2、4(1、3)缸止口深至150-0.06
工步3:精镗2-φ144+0.040,2-φ141+0.040
工件移位后再加工1、3缸孔
定位基准为工艺孔2-φ26+0.0250
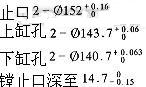
1.2加工尺寸及精度(见图1)
图1工件工序图
主要技术要求
1.φ144+0.040对φ141+0.040同轴度小于φ0.03
2.A-C中心线对B面垂直度小于φ0.05
3.φ152+0.160对A中心同轴度小于φ0.1
4.止口面φ150-0.05对A-C中心全跳动小于φ0.05
2技术方案分析
2.1机床方案
根据工件的特点,机床采用立式二轴双工位,如图2所示。配置单轴偏心镗头两个,立式三导轨液压精密滑台一个,移位精密工作台一个,敞开式夹具一套,PC控制变频调速电气系统一套,单独液压站驱动液压系统一套。自动工作循环(见图3)由二根刀杆一次加工两个缸套孔及止口孔,先由上端向下进给为半精加工,用镗头上定位块与缸体顶面直接定位,以保证止口孔端面至缸体顶面要求0.05mm的公差。同时为了不使定位时滑台的进给力施加到工件上,在镗头上设置了缓冲浮动机构。定位后由镗头偏心机构动作,使半精加工一组刀具退出切削位置,同时精加工止口刀具横向进给,精镗孔刀转到缸孔精加工位置,然后镗头向上返回,精加工刀具对缸套孔进行精加工。第一次两个缸套孔加工完成后,移位工作台移动一缸孔距,重复上述内容,完成另两个缸套孔、止口孔及端面的加工。机床滑台为立式三导轨滑台,滑座与立柱为一体,中间导轨导向,两侧导轨限位,大大提高了滑台的强度刚性。另外,在镗头定位块与工件的定位处,设置了压缩空气喷口,在定位前对定位部位进行吹净,确保定位准确。机床全部采用机夹刀。
图2机床简图
图3机床工作循环图
在确定上述机床方案前,我们也曾经考虑过进刀机构用斜面推拉刀块进行横向切削。经过比较后,我们认为偏心机构优点较多,刀体与刀杆无相对运动为刚性连接,不会出现被铁屑或机构卡死,刀具定位精度很高。如偏心机构配置数控系统后,通过控制偏心的转角和刀具的分布,用数控调整实现一次加工多个(两个以上)不同直径的孔和倒角工序。
2.2切削用量及刀辅具设计
主轴切削用量表(电机转速可调)
| - |
上缸孔 |
下缸孔 |
止口 |
| 切削用量 |
半精镗 |
精镗 |
半精镗 |
精镗 |
半精镗 |
精切 |
切削速度v
m/min |
80~90 |
100~113 |
80~90 |
100~113 |
80~90 |
100~113 |
主轴转速n
r/min |
170~190 |
210~245 |
170~190 |
210~245 |
170~190 |
210~245 |
立式滑台每
分进给量mm |
50 |
28 |
50 |
28 |
50 |
- |
镗孔每转
进给量mm |
0.26~0.29 |
0.11~0.13 |
0.26~0.29 |
0.11~0.13 |
0.26~0.29 |
- |
当刀具由上向下进给时,d、e、f三把镗刀进行半精镗(见图4),镗刀f到达止口孔深度位置时,偏心机构动作,镗刀a镗车止口端面,同时半精镗刀退刀,精镗刀a、b、c进刀至精镗孔尺寸,刀具由下向上进给进行精镗。切削用量见表,切削速度v采用变频调速,可在一定范围内调整。进给量采用液压系统由调速阀控制。
图4镗工序示意图
2.3夹具方案
工件缸套孔中心线对曲轴轴承孔公共中心垂直度要求为0.08mm,若采用曲轴轴承孔定位,底面扶平加辅助支承的定位方式,工件的设计基准与夹具定位基准重合,能较好地保证零件缸套孔的位置度要求,但夹具结构复杂,曲轴轴承孔与定位心轴之间的间隙还必须用可涨心轴较好地消除,此外,对扶平、辅助支承、夹紧机构都要求较高。考虑到精镗曲轴轴承孔是采用底面及两销孔定位,可以保证曲轴轴承孔中心线平行于底面0.04mm,故本机床采用底面及二销定位,保证缸套孔中心线垂直底面0.04mm即可满足垂直度要求。这时夹具的形式是一面两销定位,使得结构简单,工件装卸方便,并且大大减少了机床电气、液压系统的复杂程度。因此机床夹具采用一面两销顶面夹紧的形式。
3偏心镗头设计
镗削头是本机床的关键部件。在研制中吸取了国内外同类型镗头的先进技术,结合本公司B4125缸体的加工要求和特点,采用了单轴偏心机构镗削头,经单头或多轴组合可以完成单缸及多缸柴油发动机缸套孔的半精镗、精镗、镗车、倒角等多工序加工。
3.1主要结构特点
(1)刀杆轴中心偏离主轴回转中心。利用偏心量进行半精镗、精镗直径尺寸的控制及镗车止口孔端面。镗孔和车止口在同一工位,保证了止口面与上下缸孔中心线的垂直。
(2)止口加工时,用镗头上的定位挡铁直接与缸体顶面定位,较好地控制了止口端面至缸体顶面的深度并设置了定位缓冲(浮动)装置,避免了定位时机床滑台超行程干涉。
(3)镗头设计为单轴镗头,集中由一个变速箱一个电机传动,有利于制造安装调整。主轴前支承采用双列短圆柱滚子轴承加推力球轴承结构,使得径向、轴向刚性好,精度较高。
(4)刀杆轴后支承采用滑动轴承并用液性塑料张紧滑套,消除其间隙,提高了对刀杆的抗振动能力。
(5)镗车端面及缸径的进刀运动传递机构采用了消除间隙结构,以保证传动精度。
3.2镗头动作
如图5所示,电机转矩经齿形带带动带轮2,带轮2经平键带动主轴5旋转,同时带轮2经销带动法兰8,法兰8内花键带动花键轴3,花键轴前端大螺旋角花键带动螺旋花键法兰4,螺旋花键法兰4经键带动处于偏心状态的轴7与主轴5同步旋转。当定位挡铁10在缸体顶面定位后,推杆1(由油缸推动)带动花键轴3作轴向移动,轴3前端螺旋花键经螺旋花键法兰4带动处于偏心状态的轴7转动。由于轴7安装在主轴5的偏心孔内,因而轴7在主轴5的偏心孔内回转就使刀具在径向尺寸上增大(减小),完成镗车止口孔端面,并由一组刀具换为另一组刀具进行不同直径孔的加工。
图5镗头结构
1.推杆 2.带轮 3.花键轴 4.螺旋花键法兰 5.主轴
6.弹簧 7.偏心主轴 8.内花键法兰 9.前端盖 10.定位挡铁
3.3偏心工作原理
如图6所示,O为主轴5回转中心(即刀具回转中心),O′为偏心轴7回转中心,两者间距离为偏心距e,刀尖D到偏心轴7回转中心O′距离为r(此值在加工过程中为定值),刀尖D到主轴5回转中心O距离为R(此值随着偏心轴7在主轴5体内偏心孔中的转动不断变化,从而实现横走刀和换刀)。由ΔO′OD余弦定理,
当∠rO′O=0°时,R最小Rmin=r-e
当∠rO′O=180°时,R最大Rmax=r+e
最大行程是Lmax=Rmax-Rmin=2e
当以Rmin和Rmax为半径回转时,两个圆周中间的环形区域则是端面上可以加工到的范围。开始工进时,刀尖至主轴回转中心半径为p1,工进终了为p2,则工作进给过程中偏心轴转角为:φ=θ2-θ1。考虑本机床特点,设置θ1=0°,θ2=150°,θ2处直径即为精镗直径及车端面刀停留直径。θ2=150°时不是直径的最大值。因而在刀具出现磨损时,增大θ2即可进行刀具磨损量的补偿。θ1=0°时为半精加工直径。由图不难看出,只要控制转角在θ1至θ2间的变化,刀具就可出现一系列直径位置,可实现多直径镗车、倒角等。
图6偏心示意图
4结束语
目前本机床已制造、调试完成并投入使用,可保证工件的精度要求。国外同类型机床把精铣缸体顶面与精镗缸套孔、止口孔设置在同一机床上,可更有效地控制止口孔深度。由于缸体尺寸较大,机床设计较庞大,复杂。因此我们采用铣、镗分开,机床较前者简单,但从工艺上提高了前道工序铣缸体顶面与底面的平行度要求。经计算也可保证其要求。本机床如果配置数控系统,可大大提高加工精度及自动化程度,这将有待于今后对本机床的改造。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)