|
������ҵ�����������˸����豸�������ۺ�ģʽ������ڹ���ѧ���豸�ۺϹ���ѧ��ȫԱ����ά�����Կɿ���Ϊ���ĵ�ά�ȵȡ��ҹ�Ҳ������豸�ۺϹ�����˼�롣�����ǹ����豸���������뼼����顣
һ��ǰ�����ƻ�Ԥ�������ƶ�
1923��ǰ������������豸����ά�ķ�����ֱ��1967����γ���ǰ����ͳһ�ļƻ�Ԥ�������ơ��ƻ�Ԥ�������Ƶ������������豸��ɵ�Ԫ��ĥ����ɡ�
1.�ƻ�Ԥ�������ƶȵ���Ҫ����
��ȷ��������������𡣸����豸�ļƻ������У�����������������С������Ԥ���Լ�顣
�ڱ����豸�����ƻ��������мƻ������������ල��ʵ�֡�
��ȷ�������豸���������ڽṹ���������ڽṹ��ָ��һ�������������ڣ����豸��ά������չ涨��ʱ����������һ��˳����е����С����Ǹ��ݻ��������ĥ����ɺ�����������ȷ���ģ���ͬ���͵��豸���������ڽṹ��ͬ�����ڼƻ�Ԥ�������ƶ��й涨�����豸����ͨ��������������Ϊ26000Сʱ���൱�����������г��䣬Լ6�����Ҵ���һ�Ρ��������ڽṹ�ǣ�K---O---M---O---M---O---C---O---M---O---M---O---C---O---M---O---M---O---K�������δ�����(K)֮��Ӧ�����������ޣ�C��������С�ޣ�M�����Ŵμ�������O������һ�����������ڹ���ʮ�˴θ��ֶ��ڵļƻ�������Լ�ĸ��¾������һ�μ���������
��ȷ�������豸����������ϵ������������ϵ�����豸�������׳̶ȵ�һ���ٶ���λ���ƻ�Ԥ���ƶ��еļ��㡢�ⶨ�Ϳ��˶������豸����ϵ��Ϊ�����ġ���ϵ����Ҫ�����ƶ�������������������������Ͷ������ͣЪʱ�䶨��������Ķ�����������ö���ȡ�
����֯����ҵ������֯�����䡢���������վ�������飬����Ҫ���豸���䱸������Ա���Ͷ�����
2.�ƻ�Ԥ�������ƶȵķ�չ
20����80����������ƻ�Ԥ�������ƶ����������ı䣬����������ۻ�����ͬ��
(1) �Ľ�ά��ʽ��ά���ƶ�
���豸ά��п϶��˲������˲μӵ���Ҫ�ԣ�ʹ�������ڽṹ���ӷ����豸��ʵ���˶����ɣ������豸��ʵ��ʹ��������ӳ�����������ڣ�������������Ļ�е��ˮƽ�������ִ�������������ȡ�����ޡ�
(2) �����豸�ĸ��¸���
�ı��������豸ӵ����Ϊ�������������������ӹ��豸�Ľṹ���������ּӹ��豸���ȼӹ���ë���ӹ��豸���أ���������Ӹ�Ч���Զ����豸�������ͱ��أ���ϴ��������о��豸�ĸ��졣
(3) ��ǿ�豸�ļ���ά�������м���ά����������̻�
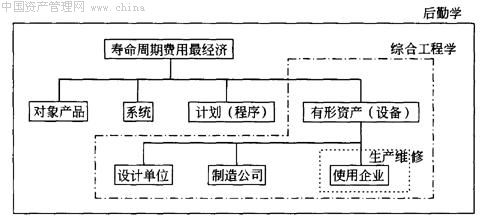
ǰ��������ۦ�OCT 18322-78�ݹ涨������ά���ǵ���Ʒ��ָ�豸�����涨��;ʹ�á����á���ź�����ʱ��Ϊ���ֲ�Ʒ�Ĺ�������������״̬�����е�һ����ҵ��ij����ҵ����ν��̻�����ά����ά����ָ�������ļ������涨��ʱ�������������м���ά����ƻ�������ͼ1-1�Ǽ���ά���������ƶȵĽṹʾ��ͼ��������ҵ���й�̻�ά��������ά����ҵЧ�ʺ��������������豸��ͻ���������ͣ����ʧ��
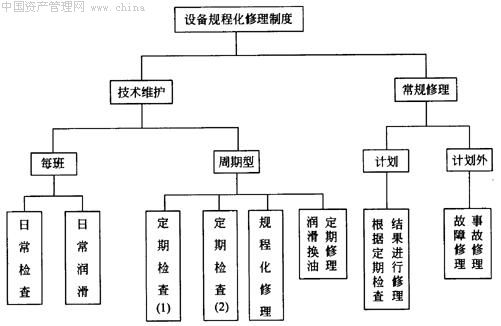
ͼ1-1 ����ά���������ƶȽṹʾ��
(4) �豸�����������л���רҵ��
�豸�����ɿ粿�ŵ�רҵ��������ҵ����ҵ���������רҵ����ҵ��������ҵ��������ͬ���С�
���⣬ǰ������ע�����״̬��顢��⼼�����������ۡ���������¼�����ֵ��ע����ǣ��ƻ�Ԥ�������Ƶ�ʵʩ֧���D�������ڽṹ����������ϵ����δ�ı䡣
����Ӣ���豸�ۺϹ���ѧ
20����70�������Ӣ���ĵ���˹•�Ϳ�˹(Dennis Parkes)������豸�ۺϹ���ѧ���˺�ŷ�����ձ��ȹ��Ҳ��ϵ��о���ʵ�����ռ�����Ϊһ������ѧ�ơ�
1974�꣬Ӣ�����̲����豸�����µĶ����ǣ�Ϊ���õ����ڷ��ã����������ʲ����йع��̼����������������Լ�����ʵ��ҵ������ۺ��о���ѧ�ơ�����һ�����豸һ��Ϊ�о�����������豸Ч�ʡ�ʹ���������ڷ������ΪĿ�ĵ��ۺ�ѧ�ơ�����Ҫ�ص����¡�
�����������ڷ�����Ϊ�����豸��������Ҫ����ָ�꣬�����������ڷ�����ã�
��ǿ�����豸�ӹ��̼��������̾��ú��̹�������������ۺϹ������о���
�۽��пɿ��Ժ�ά������ƣ��ۺϿ������÷���ά�ѣ�ʹ�ۺϷ��ò����½������������豸Ч�ʣ�
��ǿ�����������ʲ����豸����е��װ�á��������������豸һ�����λ��ܵ����ã�
��������ơ�ʹ�úͷ��õ���Ϣ������ʵ���豸һ��ϵͳ�Ĺ�����
�豸�ۺϹ���ѧ�Ĵ������������豸����ѧ�Ƶ����������۷�����ͻ�����豸�������������Ѵ�ͳ���豸�����ɺ������չ���豸һ����ϵͳ��������Э���豸һ���ĸ������ڣ���Ŀ�ĵ�ϵͳ������ͳ�ﰲ�š��ۺ�ƽ�⣬��ַ��Ӹ����ڵĻ��ܣ�ʵ���豸����������á�
Ϊ���ƽ��豸�ۺϹ���ѧ��Ӧ�úͷ�չ��Ӣ�������˹����豸�ۺ����ļ����ҹ�ģ�Ŀɿ��Է���ϵͳ����չ�Կɿ���Ϊ���ĵ�ά�ޣ�����ע�ؿɿ��Ժ�ά������ƣ��ѽ��ܡ������Ͱ�ȫ��Ϊ�豸�ۺϹ���ѧ���¿��⡣���������ʵ�������ƣ���ȡ��������Ч���������˽Ϻõľ���Ч�档
ͬʱ���ڰͿ�˹�����ij����£������ˡ�ŷ��ά���������ˡ���������ÿ�����ٿ�һ��ŷ���豸����ά���飬���������й�ÿ�ξ��ɴ����Ųμӡ�������ּ�ǿ�չ�����豸����ʵ����ά�����Ľ������ٽ��豸�ۺϹ���ѧ���ƹ�ͷ�չ��������չ�й��������豸�����˲š�
�����ձ�ȫԱ����ά��
�ձ�ȫԱ����ά��(Total Productive Maintenance�����TPM���Ǵ�20����50���������������Ԥ��ά������ά�����ƵĻ����ϣ���ȡ��Ӣ���豸�ۺϹ���ѧ�����ۣ�����ϱ����������չ�����ġ�
1. TPM���
�ձ��豸����Э���ȫԱ����ά���µĶ��壺
��������豸�ۺ�Ч��ΪĿ�ꣻ
�ڽ������豸һ��Ϊ���������ά��ϵͳ��ȷ����������������������Ⱦ����ȫ������
���漰�豸�Ĺ滮��ʹ�ú�ά�����в��ţ�
�ܴ���ҵ�쵼������һ�߹���ȫ��μӣ�
�ݿ�չ��С��Ϊ��λ��������ƽ�����ά�ޡ�
ȫԱ����ά�����Ŀ���ǡ���ȫ������ȫЧ�ʨD���豸�ۺ�Ч����ߵ���ߣ�ȫϵͳ�D������ӹ滮����ơ����졢��װ��ʹ�á�ά�ޡ�����ֱ�����ϵ��豸һ��Ϊ�����Ԥ��ά�ޣ�PM��ϵͳ����������Ч�ķ���ϵͳ��ȫԱ�D���漰�豸һ��ȫ�������в����Լ���Щ���ŵ��й���Ա��������ҵ����쵼�͵�һ���������˶�Ҫ�μӵ�TPM��ϵ������
ȫԱ����ά�����ձ�ʽ���豸�ۺϹ���ѧ�������������ص㣺�������˵����ã������豸ά����Ա����ѵ�����Լ����ܹ�����������ǿ������������ά�ޣ���Ҫ�����豸ʹ��������ά���豸���㷺��չ5S�����������١���ࡢ��ɨ�����������ͨ��С���������������Ԥ��Ŀ�ꣻ�۲��������ֳ����豸ά�������ܼ��Ԥ��Ϊ��������������ͻ���ص��豸��ά���ͱ����������Ӳ��㷺��չ�豸��칤������ʵ�ʳ�������չ�ƻ�������������չ�豸�Ĺ����������ƻ������������߽���ά��Ч���������Ͼ��豸�ĸ��죻��ȷ��ȫԱ����ά���ƽ�����
��ȫԱ����ά���ƹ���������չѸ�٣�Ч�����������ձ���ȫԱ����ά���ռ����ѵ�65�����ң�ʹ�ܶ���ҵ���豸ά���ý���50�����豸���������50�����ң����ڹ����ϵ�Ӱ��Ҳ����������ʮ��������������о�TPM�Ĺ����ƶȡ�
2. TPM�ķ�չ��״
��������ȫԱ����ά���������·�չ����Ҫ�����¼������档
(1) �������Ӳ���������ά��
ȫԱ����ά��Ŀ���ǡ�ͨ�������˺��豸�����ʸ�����ҵ���ʡ���ʵ�ֵġ������˻����Զ��������Ի�����ν�����Զ���(Factory Automation,���FA)�ķ�չ��������ѵ��ӦFAʱ��Ҫ��Ĺؼ���Ա����Ϊ�Զ����豸�䱸���֣�Ӧ������
�ٲ�����ԱҪѧ������ά�ı��죻
��ά����ԱӦ���ά��е�����豸�ı��죻
�����������Աʹ�Զ����豸���Ͻӽ�����ά����ơ���
Ϊ���ڸ��ơ��ˡ������ʵ�ͬʱ���ơ��豸�������ʣ�Ҫ������
�ٿ����������豸����������豸Ч�ʣ�
�ڰ�ͨ�����������豸������ȡ�õľ������Ϣ�ռ����������豸�Ĺ滮�η���������ʵ���豸�������ڷ�����������õĸ��ơ�
(2) ����豸Ч��
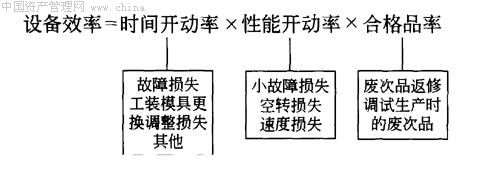
�ձ����豸�ֳ������������豸Ч�ʣ���ָ��δ�ʱ������������������豸�Ŀ�����̬�������ܹ������ֵ��ʱ�����߲�Ʒ�IJ��������ֶ��У���ʱ���������豸�Ŀ���ʱ�䣻�����������ӵ�λʱ���ڵIJ�������ͨ�����ٷϴ�Ʒ�����Ӻϸ�Ʒ��������
����豸Ч�ʵ�����Ŀ������γ�ַ��Ӻͱ����豸�Ĺ�����������ά����һ�������״̬�D����״̬��Ҳ���ǡ�ʹ����Ϊ�㣬ʹ�ϴ�ƷΪ�㡱����һ������״̬��
Ӱ���豸Ч��������������أ���1-1������������ʧ�ĸĽ�Ŀ�ꡣ
��1-1 ������ʧ�ĸĽ�Ŀ��
| ��� |
��ʧ���� |
Ŀ�� |
˵��
|
| 1 |
������ʧ |
0 |
�����豸�Ĺ�����ʧ������Ϊ�� |
| 2 |
��װģ�ߵ�������ʧ |
ʱ�伫�� |
�����ý϶̵�ʱ����� |
| 3 |
�ٶ���ʧ |
0 |
Ҫʹ�ӹ��ٶ�������ٶ�֮���Ϊ�㣬����ͨ��
�Ľ���ʵ�ֳ�������ٶȵ�Ŀ��
|
| 4 |
С����ͣ������ʧ |
0 |
�г̶ȵIJ�𣬵�Ҫ�����ڰ���ּ�����10-8��
3��10-8���ķ�Χ��
|
| 5 |
�ϴ�Ʒ��������ʧ |
0 |
|
| 6 |
������������ʧ |
ʱ�伫�� |
|
��ȫԱ����ά���У����ǽ����Թ���Ϊ����������Ŀ����ͨ��������豸Ч���йص�ʱ�俪���ʡ����ܿ����ʡ��ϸ�Ʒ�ʵ��������أ�������豸Ч�ʣ�һ�������ʽ��ʾ��
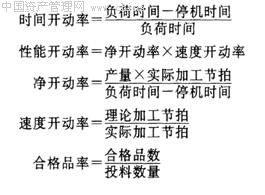
ʽ�У�
(3) ����������
����ά����Ϊ��ȷ����Ʒ�ͼӹ�������ȫ�ϸ������������豸�����һ��������涨�����������������豸����������Щ�������е��Ͳⶨ��ͨ��ȷ����Щȷ��ֵ�ڱ�ֵ֮����Ԥ������������ͨ���۲�ⶨֵ�ı仯Ԥ֪�������������Ŀ����Բ���ȡ�Բߡ�
ͼ1-2��ʾ����ά�Ļ�������涨����������Ʒ���豸�������������й��������IJ����ߣ�ͬʱͨ��������ֹ��������Ʒ�������ﵽ������Ʒ��
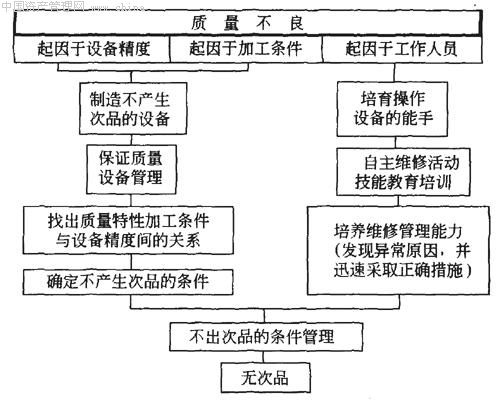
ͼ1-2 ����ά�Ļ�������
(4) ��������ר���豸�������豸һ������
���豸�ۺϹ���ѧ�Ĺ۵������Ϊ��ʹ��ơ������ʹ�����ϣ��������ж��豸һ���Ĺ���������Ҫ;��֮һ��ʵʩ�����豸��
(5) ��һ����չά��ҵ
������ҵ��Ӫ�����ı仯���豸ά����������λ������ߣ������豸�������ʺ����ı仯���豸ά����Ҳ�����ʵı�Ҫ���豸ά���ܾ������ʵ�ת�䡣�豸ά����Ҫ��չ����Ϊ��
����Ԥ��ά���ɵ��豸��ϼ�����������չ��Ŭ�������ɱ����ܺõ��豸�����������豸��ϼ��������÷�Χ��ȷԤ�ⲿ������������豸�ɿ��ԣ���Ԥ��ά���ɣ�
���о�ȷ��ά��Ч���Ķ������۷�����
���ƽ������ά�ƻ����������ά����ˮƽ��
�ܿ����豸ά���¼�����
����Ԥ��ά������Ϊ�����������ۺ��豸ά������ϵ��
��һ���ռ����ƽ�TPM��˼��۵㡣
�ġ��������ڹ���ѧ
20����40����������Ϳ�ʼʵʩ�豸Ԥ��ά�ޣ�Ϊ���ά����Ч�棬50�����ʼ��ά��ʽ���о����γ�������ά�����ƣ���������豸�ɿ��ԡ�ά������Ƽ��������ڷ��õȻ���˼�롣
���ڹ���ѧ������20����60����ھ�����º���ѧ�Ļ����ϣ���ȡ�������ڷ��á��ɿ��Լ�ά���Ե��ִ����۶���չ�γɵġ�
���ڹ���ѧ��Ϊ����ij���ض�����Ҫ����ơ���������Ӧ��ά����װ������ʩ��ϵͳ��ȫ���������̣����о�ϵͳ��װ���Ĺ�����Ҫ����Ч�ȡ��ɿ��ԡ��������ڷ���֮�����ƽ��ѧ�ơ�
���պ��ڹ���ѧ�Ļ���˼�룬����������豸����ϵͳ��֮ʱ��Ӧͬʱ�������豸���û��ṩ����֧�ֵ����⣺
���ṩ������ʹ�á����������ָ�����ļ���
���ṩ�豸ά�ޱ�����ʩ��
���ṩ��ʱ������ı�Ʒ������
��Ϊ�û���ѵ������ά�ޡ������������Ա��
���ṩ�豸�ɿ��ԡ�ά���Ժͷ������Ŀ�ѧʵ�����ݡ�
���ڹ���ѧ���о������������Ӣ���豸�ۺϹ���ѧ���ձ���ȫԱ����ά���㡣���ڹ���ѧ��Ҫ�Ǵ�ϵͳ�����豸�������������������ǵ�������켰��������ʹ�õȸ����棨����ν�ĺ���֧Ԯ�����豸�ۺϹ���ѧ��Ȼ�����豸��������������漰�����������豸ʹ��ά��ȫ���̣�ȫԱ����ά�������������Ľ����豸��ά�ޣ��Ӷ��������Ч�ʡ����ڹ���ѧ���豸�ۺϹ���ѧ���ع������۵��о���ע��������豸����Ч�棬ȫԱ����ά����Ҫ��һ�ֹ����ƶ��뷽����������ҵ����ά��Ϊ������۹��������ǣ������ߵ�Ŀ����һ�µģ�������ϵͳ�����豸�����������ڷ�����á����ߵĹ�ϵ��ͼ1-3��ʾ��
ͼ1-3 ����ѧ���豸�ۺϹ���ѧ������ά�����߹�ϵ
�塢���Ԥ����ά����ϵ
�����豸Ԥ����ά���Ǵ�Ԥ��ҽ�ƵĹ۵���������豸����״����������ϣ��������ƣ���״̬Ϊ�����Ÿ��ַ�ʽ�ļƻ�ά�ޣ��Դﵽ��ߵ��豸�������ʺ���͵�ά���á���ά����ϵ�ķ�չ��Լ�������º�ά�ޡ�Ԥ����ά����״̬Ϊ����Ԥ����ά�������Ρ���Ԥ����ά����֯��ϵ��Ҫ������ữ��ά�����ĺ���ҵ��ά����ϵ��������ɡ����������¹���ά����ѯ��˾( Idhammar Konsult)������Ӱ���רҵ��ά����ҵ��������ά����ữ���ִ�����ҵ��չ���˺ܴ�����á�
���Ԥ����ά�����۵���Ҫ�ص㡣
(1) �����豸�ɿ��Ե��о�
�豸�Ŀɿ����ɹ��ܿɿ��ԡ���Ӧ��֤���豸ά����������������ɣ������豸��������A�����豸�ɿ��ԣ�

ʽ�� MTBF�Dƽ���������ʱ�䣻
MDT�Dƽ��ͣ��ʱ�䣻
MWT�Dƽ���ȴ�ʱ�䣻
MTTR�Dƽ������ʱ�䡣
(2) �����������ڷ��õ��о�
������豸ά�ޱ���Э����������ڶ��豸�������ڷ����еĸ��η������˷����о����ó�����ֲ�������ͼ1һ4��ʾ��ͼ����������Χ���������Ϊ�������ڷ��á�
ͼ1-4 �豸�������ڷ���
�����ά��ר�ҿ˵�˹��•���¹���(Christer ldhammar)��һ���������豸���ú�ʹ�����ζ��豸�������ڷ���Ӱ��Ĺ��ɣ�ͼ1-5����������ƽξͿ�������豸�Ŀɿ��Ժ�ά���ԣ��豸���������ڷ��ü�������A��ʽ��չ����֮��������B��չ����Ҫ�ӳ��豸�ļ����������������ά�ޱ�������װ�ȣ��������ڷ��þͰ�����C��չ�������豸�ڹ滮���ʱ�ͱ��뿼��ά�����أ�����þ��õ��������ڷ��á�
(3) ��չά���˻�����ѧ���о�
���˻�����ѧ�ĽǶȣ���俪չ�˶�ά��ҵ�Ĺ��������������������Ͷ�ǿ�ȡ��豸��װλ�õȵ��о���Ϊ�豸������ά��������·��
Ŀǰ�����Ԥ��ά����ϵ�ѽ�һ��ȡ���˷�չ�����ƣ��������缸ʮ�����Ҵ�������������Զ��Ӱ�첢ȡ�ó�Ч��
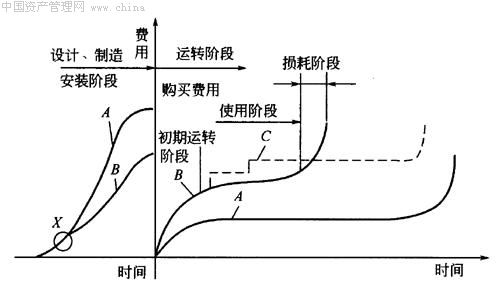
ͼ1-5 �豸���ú�ʹ�ýζ��������ڷ��õ�Ӱ��
������������豸�����ķ�չ
Ŀǰ����������豸�����ķ�չ���д����Ե����ձ�ȫԱ����ά��(TPM)�ķ�չ��ŷ��ά���������˶��豸�ۺϹ���ѧ�����չ��
1.ȫԱ����ά��(TPM)�ķ�չ
TPM����ȫ���緶Χ�ڲ����˽ϴ��Ӱ�죬TPM�Ѳ�������ij�����������������һ����ҵ�Ļ���Ŀǰ���ձ���ԭ��TPM�Ļ����ϣ�������˸��ߵ�Ŀ�ꡣ
�ٽ���Ӯ������ҵ�Ļ�������TPM����ҵӦͨ������16����ʧ���Ż��������ɱ��ͽ�����������ȵ�����ͻ�Ҫ��
���ƽ�Ԥ����ѧ����Ԥ��ά���Ľ�ά�ޣ���һ����ά��Ԥ�������ա��ֳ�һʵ�ԭ���ֹ��ʧ���ﵽ��ʧΪ�㡣
��ȫ��Ա�����롣����Ա�����С�飬�ƶ�������ϡ����Ʒ�ʵĸ���Ŀ�꣬���������⣬ʵ��Ŀ�ꡣ���˲��������ע���˵ļ�ֵ��������˳ɳ���Ҫ��
���ֳ���ʵ��ƶ�TPM����ҵʵ�С��ֳ�һʵ���ʵ�����˵ļ�鷽ʽ��ʵ����Ұ���ƣ��������õĹ���������
��ʵ��4S��GS�Dԭ����5S,���ڲ����ֳ�������״̬��CS�D�ͻ����⣬������ͻ��IJ�ͬҪ��ȡ�ÿͻ������Σ������ڣ�ǿ����Ʒ�������������ٿ���ʱ�䣻ʹС�����IJ�Ʒ�������нϸߵ������ʣ��Ը��������ͳɱ����̽���������˿�Ҫ��ES�D��Ա���⣬���˵������ʡ���ԣ�����������������ߵĸĽ����������ڣ����������ĸ��ƣ��������ݺͷ����ĸĽ���Ч����ߺͼ���������ѵ������С���Ͳ��ú��������飻�Ͷ������ĸĽ����ɾк�����Ϊ���ĵ���ʶ��SS�D������⣬���Եط������Ĺ��ף���ط������ĺ�г�ദ�ͶԻ����ı�����
��Ȼ����Щ�������豸�йأ����ֳ����豸�ľ��ޣ����и��ߵIJ�Ρ�����̵����塣�κι���������һ�����Ļ��ں�Ϊ������TPM���Ļ��ں������ɲ��ϵص����˵���Դ��DZ����ʼ������Ŷӵĺ��������Դﵽ��ҵ������Ŀ�ꡣ
2.ŷ�����豸�����ķ�չ
ŷ������������豸�ۺϹ���ѧ�Ļ����ϣ���ʼ���Ӻͷ�չ�豸��ά���̣���ά���ά���ԡ����������������֮����
�ٹ���ά��Խ��Խ�������缶ά�ޡ������豸�����Ĺ��ʻ�һ����ά�������緶Χ���������ʧȥ���ԵĹ��磬��ữά��Ϊ��ʷ�ı�Ȼ��
��ά�������г�Ϊ�����ر����Ӳ�Ʒ�������ɱ��ͻ���������������ҵ���豸ά�����г����ý�����ϵ������豸ά���ܿ����г��ַ������г������侭�ò�����ʱ������ҵʮ������ά������ԣ����¸����豸�����װ�����ʣ�����߲�Ʒ������������������Ӧ�г���
��ע��ά�ľ�����Ч���Խ��Ͳ�Ʒ�ɱ���������ҵ�����о�����ά�����뾭��Ч��Ĺ�ϵ��ע�ر�֤�豸�Ŀɿ��ԺͿ������ԣ��Ա�֤��ҵ���徭��Ч�������ߡ����Ҫ�ʶȽ���ά���ã�������һζ�Ľ��͡�����ҵά����Ҫ��������Դ�������ü������ά�����������п��ƣ�����ƽ�⣬�������ά������Ա���˵Ĺ�ʱ��
����״̬�����ϼ���Ϊ����������Ԥ��Ԥ֪ά�ޡ�״̬��⼰��ϼ�����ŷ����ҵӦ�ý�Ϊ�ձ飬ʵ��Ԥ����Ԥ֪ά�ķ����Ǵ��豸�������ʱ��Ҫ�����豸��״̬���Ϳ�����ԣ�Ϊ���豸״̬Ϊ������ά���ṩ������
�������ڼ������ά�����ϵ�Ӧ���о�������������������Ե����á�Ӧ�ü�������л���״̬�����ݲɼ���������Ϊά���ṩ������Ϣ��ʹά�������ӿ�ѧ�����ִ������о�ά�������ƺ���Ϣϵͳ��������������ҵ��ά����ģʽ�����о��ɿ������ۡ����շ��������ģʽ��
��ǿ���Կɿ���Ϊ���ĵ�ά���������ϸĸﴫͳ��ά����ͷ�����ά��Ҫ�Կɿ���Ϊ����������ά����Ⱥ���Ҫ���µ��㲿�����ﵽ���ά��Ŀ�ġ���������ȫ��������Ч��ĸ���(Life Cycle Profit,���LCP)����չ��LCC (Life Cycle Cost)�ĸ����֤���豸Ͷ�ʡ��������ġ��豸ά����ͣ���뾭��Ч��֮��Ĺ�ϵ��
������ά�����Ŀ�����Ӧ�á�����������豸��������������绯���豸��⣬���湤�̼�����绡��Ϳ����ˢ�Ƽ����Լ�Զ����ϡ���ý�弼���������似��������е�Ӧ�ã����˵���˸�����ά�����е�Ӧ������ͻ����
���Խ���Ϊ�ȵ�������ά�����������˲ŵ�������ά����ŷ�ĵ�λ�ܸߣ�����������ѧ�����о�ά���̵�רҵ������������ʿ�����ڵĸ������˲ţ�����Ӧδ��ά����Ҫ��
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���