|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
汽轮机轴承振动原因分析及处理 |
热 |
|
| 汽轮机轴承振动原因分析及处理 |
|
作者:佚名 文章来源:不详 点击数: 更新时间:2008-9-26 19:51:21  |
|
韶关发电厂#10机在今年3月18日分别发生两次满负荷运行时由于#1瓦轴振保护动作跳机的故障。通过对跳机时的异常振动和DCS记录曲线进行分析、轴承解体检查,查找并确定振动跳机的原因,制定处理方案。处理后启机,在升速过程、升负荷及满负荷单阀、顺序阀运行各种工况下,机组振动均正常,瓦温正常,但在做第二组高压汽门活动试验时,发现#1瓦轴振快速增大。经分析确定为轴系失稳,留待适当机会进行处理。
关键词:轴承振动 原因分析 处理
1 根据DCS记录对振动原因的初步分析
#10机组为东方汽轮机厂生产的300MW高中压合缸机组,#1~#4轴承均采用椭圆轴承。2001年3月投运以来,运行基本稳定。2002年12月~2003年1月,进行第一次检查性大修。近期发现在做第二组高压汽门活动试验时,#1瓦轴振有瞬间增大的现象。厂里正欲利用今年3月份小修进行详细测试检查时,机组发生了振动跳机。
DCS记录显示,3月18日上午10:39:05,机组负荷294.93MW,顺序阀进汽,#1轴振X向突增到260微米,Y向增大到238微米,轴振保护动作跳机。
跳机时#2瓦轴振2Y约145微米,2X约45微米,#3、#4瓦轴振同时略有增大;跳机时#2瓦瓦振显著增加,由正常的8微米突增到92微米,#1瓦增加的幅度小,由正常的8微米增到35微米,其余各瓦振有增加,幅度不大。
记录曲线显示,在#1瓦轴振保护动作前的27s,即10:38:38,瓦振、轴振开始出现爬升,持续19s后,振动开始突增,8s后,轴振保护动作跳机。
运行人员反映当时运行上没有任何操作,DCS记录表明,跳机前膨胀、差胀正常,#1~#4瓦温分别为72、84、66、58℃,润滑油温39℃,油压在此之前呈现缓慢增加趋势。
第二次跳机发生在同日下午16:17:59,进汽方式已改变为单阀,负荷293MW。跳机时1X、1Y分别为332微米和310微米,比第一次跳机时大,其余各轴振略有增加;#1、#2瓦瓦振分别为54和79微米。
振动增大开始于16:17:39,15s后#1瓦轴振开始急剧增加,5s后轴振保护动作跳机。
与第一次跳机情况类似,运行上没有任何操作,高压缸膨胀、差胀正常,#1~#4瓦温分别为70、83、69、60℃,润滑油温41.6℃。
DCS曲线表明,两次跳机前主蒸汽温度、压力十分稳定,但再热汽压有微量增加的趋势。
由于缺少跳机时#1、2瓦振、轴振的频谱记录和间隙电压数据,尚无法对当时异常振动的性质给出准确定论,但从两次跳机前振动发展的速率看,高中压转子的这种振动应该是轴系失稳。
这里,首先可以排除TSI监测系统故障,因为振动异常同时出现在几乎所有的振动测点,各测点最大振动量值不同,而且上下午分别发生两次,3300系统如果存在故障只可能一块板卡的两个通道同时发生问题,不可能出现18日这样的情况。这也就是说,当时#10机组的跳机确实是振动过大造成的。
一般情况,运行机组振动出现突发性增大有三个可能的原因,转动部件飞脱、轴系失稳、动静碰磨。
如果发生叶片、围带等转动部件飞脱,振动会阶跃增加到一个固定值,其后不会恢复。#10机的问题显然不在于此,因为如是这样,第二次启机刚到3000rpm就会出现振动异常。
机组正常运行中发生动静碰磨也会引起振动增大,多数情况振动缓慢增大,少数情况振动急剧增大,这时通常伴随有运行操作或膨胀、差胀的异常;调门开度的变化也会造成轴颈和转子位置变化,进而引起碰磨。
第三种引起突发性振动的原因是轴系失稳,有两种失稳形式,一种是油膜振荡,另一种是汽流激振。
汽流激振的主要特征:一是振动的增大受运行参数的影响明显,如负荷,振幅的增大呈突发性;二是应该出现较大量值的低频分量,频率为转子的第一阶固有频率;油膜振荡可以发生在变转速情况下,也可以发生在定速运行时。
区别碰磨和失稳的关键判据是大振动的频率成分,但#10机组缺少这样的数据。
对振动原因可以排除转子热弯曲和中心孔进油。
结合上述DCS记录,同时考虑到:
(1) 当时运行没有任何操作,外界没有挠动;
(2) 机组跳机后随转速下降时#1瓦轴振迅速减小;
(3) 过去该机组没有发生过动静碰磨;
(4) 大振动发生在高压转子;
(5) #1、#2瓦为椭圆瓦;
初步判断#1、#2瓦的大振动是高中压转子出现了失稳。至于这种失稳是汽流激振,还是油膜振荡,或是两种的混合形式,尚无法定论。如果运行上确实没有调整高调门开度,可以排除汽流激振,则是单纯的油膜振荡型的轴系失稳。
2 对轴瓦解体检查的分析意见
3月27日停盘车和油泵,首先检查了#1、2瓦,各测量数据如下:
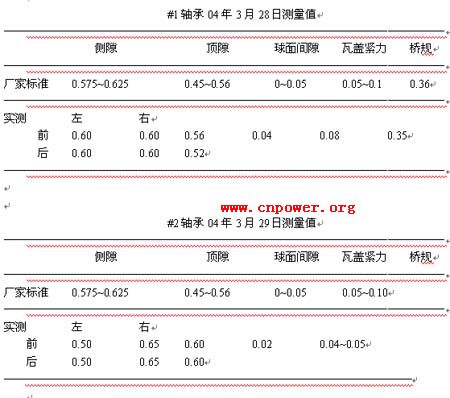
#1轴承04年3月28日测量值
为保证测量准确,将#1、#2瓦下瓦均翻出与上瓦拼合测量垂直和水平间隙,所得值与压铅丝和塞尺测得的顶隙、侧隙吻合。上述数据中,#2瓦顶隙偏大,左侧隙偏小,其余数据基本正常。
各瓦乌金瓦面磨损状况:
#1瓦 上瓦:完全无磨痕;
下瓦:在垂直正下方瓦面有较轻微磨损,张角约45°;
#2瓦 上瓦:完全无磨痕;
下瓦:有较严重磨损,垂直下方的大量乌金顺转向向左方转移,在轴瓦的左侧间隙中堆积,堆积层最厚处约0.30mm,由于轴颈的旋转,形成了与轴颈严格吻合的圆筒型连续乌金瓦面。这个新形成的瓦面宽度约为#2瓦整个乌金面宽度的2/3强,它完全改变了原有的椭圆型瓦面型线。
按稳定性的优劣,各种类型轴承的排列顺序为:
●可倾瓦 ●多油叶瓦 ●椭圆瓦 ●三油楔瓦 ●圆筒瓦
圆筒瓦的稳定性为最劣,椭圆瓦的稳定性较好,但比可倾瓦差。
从#2瓦下瓦乌金的磨损迁移状况看,#2瓦已经由原来的椭圆瓦变成了圆筒瓦,使得稳定性降低。联系到#10机组运行情况,之所以发生这种变化有两个可能的原因:一是因为#2瓦轴封漏气严重,使得#2瓦标高受温度影响上抬,负荷过重造成瓦面磨损;二是因为油中带水,油粘度降低,润滑性能变差,油膜减薄,造成瓦面磨损。运行中#2瓦瓦温最高,说明这个瓦相对邻瓦负荷重。瓦面乌金的变化有个时间效应,因而,#10机组刚投运时稳定性没有问题,只是在运行到今天才出现。同时,失稳的发生也是有一个从量变到质变的过程,瓦面的形状逐渐变化到一定的临界程度,才会发生明显故障。在这之前做汽门活动试验时出现的大振动实际上已经是本次故障的前兆。
发生失稳时整个轴段做低频涡动,支撑这个轴段的两个轴承都会有所表现,时间上是同时出现大振动,难于以此判断是那个轴承的问题。#10机组虽然保护动作是#1轴振,但同时#2瓦振也增大,起因在#2瓦是完全可能的。
上述分析仅是建立在DCS记录和轴瓦检查结果上,由于缺少详细的振动测试数据,所得结论尚有待于启机后再核实。
广义上考虑,当然还不能完全排除碰磨和汽流激振的可能。既便是碰磨,当前也还缺少揭高缸的足够理由;如果是汽流激振,目前最可行的处理方法也是提高轴承的稳定性以抑制汽流激振力。因此,将提高#1、#2瓦的稳定性作为本次处理的方向应该是正确的。
3 处理方案
根据上述分析,本次处理的方向是针对提高高中压转子的稳定性,结合轴瓦检查结果,决定采取下列措施:
(1) 修刮#2瓦下瓦,上瓦中分面磨削,要求处理后的顶隙、侧隙在标准值之内;
(2) 上抬#1瓦0.05~0.08mm,单侧垫块下加垫0.03~0.05mm;此项的目的是增大#1瓦比压,提高稳定性,同时可以降低#2瓦负荷;
(3) #2瓦标高不做调整;中低压对轮不解;
(4) #3瓦侧隙偏小不做处理。
4 处理方案的实施
各瓦处理情况如下:
(1)#1瓦瓦枕下方实际加垫0.05mm,左侧加垫0.03mm;下瓦面轻微修刮;最终测量结果:
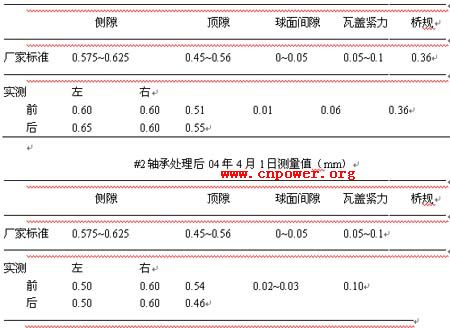
#1轴承处理后04年3月31日测量值(mm)
#3瓦下瓦瓦面有正常磨损,仅做了一般修刮。侧隙小于标准值,考虑到本次大振动发生在高中压转子,故未做处理。最终回装结果:
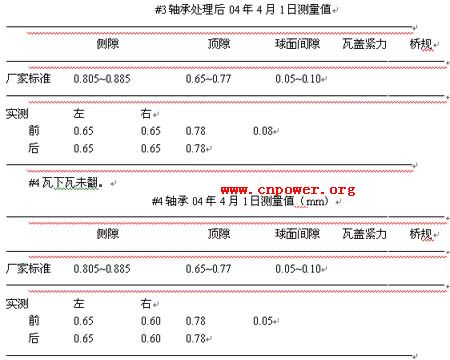
#3轴承处理后04年4月1日测量值
5 处理后的振动测试和分析
(1)升速过程振动
#10机组经上述处理后于4月4日19:35冲转,1250rpm和2000rpm两次暖机,23:30到3000rpm。在升速过程、过临界、到定速,各轴承瓦振、轴振正常。
(2)定速及带负荷振动
3000rpm及升负荷各测点振动如下表。
4月7日10:42 202MW,开始汽门活动试验, 11:30,试验完成,升负荷
各种工况下汽机各瓦瓦温如下:(单位:℃)
(3)阀切换的振动情况
4月6日11:09,280MW,开始单阀切顺序阀,11:20,切换完成,升负荷。切换过程1X的振动变化如下图。在切换过程中,1X振动基本没有变化;1Y有波动,但最终呈下降趋势。
单阀切顺序阀过程1X、1Y振动
(4)汽门活动试验的振动情况
4月6日11:00,进行了汽门活动试验,首先做第一组,关闭#2、#3高调门,开启#1、#4高调门,各测点振动正常。然后进行第二组试验,关闭#1、#4高调门,开启#2、#3高调门,开启过程,1X、1Y振动突增,试验两次,均中途中止,为避免发生跳机,决定不再进行。
各测点振动正常。将单阀切换为顺序阀,切换过程1X的振动变化如下图。
记录数据表明如下特征:
(1) 随#2、#3调门从25%开启(#1、#4调门同时关小),#1瓦两个方向轴振上升,增大的成分是一倍频;
(2) #2、#3调门开启到约40%,#1瓦两个方向轴振突增,增大的成分是半频25Hz;
(3) 立即关小#2、#3调门,开大#1、#4调门,#1瓦轴振迅速减小;
(4) 上述#1瓦轴振增大和突增过程,#1瓦两个轴振探头的间隙电压发生规律性变化,#1轴颈向左方偏下移动。
第二组第一次试验1X振动变化
第二组第二次试验1X振动变化
第二组第二次试验1X瀑布图
第二组第二次试验1X频谱
这些特征表明,进行第二组试验时,#2、#3调门进汽而#1、#4调门不进汽,汽流作用使得#1轴颈发生位移,移向#1轴承油膜不稳定区域,激发起油膜半速涡动,造成突发性振动。
6 进一步的处理意见和建议
本次对#10机组的振动处理,解决了满负荷顺序阀运行#1轴振突发性振动的故障,其间对轴承的处理方向和实施措施是正确的。但由于当时缺少跳机时和早先做汽门活动试验的详细振动数据,故本次对#1瓦的处理力度略显不足。
在缺陷未处理之前,为了保证机组的安全运行,防止出现油膜半速涡动,造成突发性振动,采取以下预防措施:
(1) 冷油器出口油温控制在41~42℃,过低易于发生油膜失稳,过高#6瓦回油温度超标;
(2) 暂时不安排进行第二组调门活动试验(关闭#1、#4高调门,开启#2、#3高调门);
(3) 加强#1瓦轴振监测;
(4) 尽量保持稳定负荷运行,避免出现大负荷波动。
对于该机组进一步处理,有下列方案:
(1) #1轴承顶隙减小到0.44~0.45mm,磨#1瓦上瓦中分面,严格控制前后瓦口顶隙均为上述值;
(2) 可在#1轴承下瓦右侧进油口处的乌金瓦面开出进油囊,以降低顶隙减小后的#1瓦瓦温,但油囊不得开深,注意避免将#1轴承修刮成负错位椭圆轴承。
(3) #1轴承标高上抬0.08mm;
(4) #2轴承是否需要同时处理,需根据下次处理时翻#2瓦下瓦检查再定;
(5) 上述处理可利用#10机组适当机会尽早安排实施。
下次大修时,可考虑将#1、2轴承改为可倾瓦轴承。检查高压缸通流间隙和轴封间隙,检查中低对轮张口等与高中压转子稳定性有关的参数。
|
|
| 文章录入:admin 责任编辑:admin |
|
|
上一篇文章: 采用给水加氧抑制高加流动加速腐蚀
下一篇文章: 500MW汽轮机组低压转子4、4A级叶片拉筋断裂处理及改进 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



