|
提要:本文对磨床阻尼周期集中润滑系统进行了分析,指出了故障处理方法。
钟焕章 张 贺 李永刚
从瑞士VOUMRD公司引进的一台403/1000L15型的内圆磨床,其砂轮主轴、工件主轴、磨头工作台导轨、磨削进给滚珠丝杠和进给滑座导轨由一套集中润滑系统通过微处理器控制进行周期润滑。其中砂轮主轴、工件主轴为油雾润滑。机床使用10年以来,润滑系统先后出现过不同的故障,致使机床不能正常工作。通过多次对润滑系统的拆卸分析,对故障进行了处理,使机床恢复了正常。
一、阻尼周期集中润滑系统
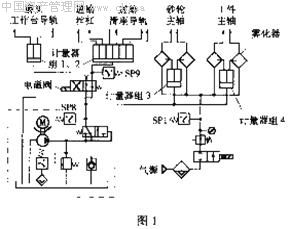
403/1000L15型内圆磨床配置了VOGEL公司的集中润滑系统(图1)。其中润滑装置(图1中虚线部分),由微型齿轮泵、电机、溢流阀、液位指示开关、压力开关和容器等组成,溢流阀设定安全压力1.6MPa。装置的出口油路分成两支,一支通过二位四通电磁阀及带阻尼的计量器组1、2给磨头工作台导轨、砂轮进给滚珠丝杠和砂轮进给滑座导轨提供润滑;另一支通过计量器组3、4至雾化器,经气路提供的压缩空气雾化后对砂轮主轴和工件主轴进行润滑。润滑系统由数控装置控制,机床启动的同时润滑装置进行第一个周期的润滑,之后每隔15min润滑装置启动一次。通过数控装置的检测劝能,对润滑系统的异常设置了“21”,“22”两个报警号。分别对应图1中压力开关SP8、SP9。该机床设置此报警号,是为了防止系统压力克服不了计量器的阻尼,而NC又认可了不能复位的压力开关,造成机床得不到润滑的故障。这一设计思路是国产机床所没有的,值得借签。
每个周期的润滑循环分五个步骤完成。
1.检测压力开关SP8和SP9是否处于断开状态,若其中任一个开关没有断开将出现“出错”报警信号“21”或“22",并中断润滑循环,磨头工作台后退至极限位置,机床停止工作。
2.根据润滑周期安排,启动油泵的同时电磁阀得电接通油路,压力油必须在20s内到达SP8和SP9,的设定压力使其接通,否则出现“21”或“22”报警。
3.系统达到SP8、SP9设定压力后,分油计量器各阻尼阀打开,泵继续运行并保持压力5s。此段时间内系统通过各计量器向润滑部位提供润滑油。
4.泵停止后,电磁阀继续保持(5s)通电状态,使管道内油压下降,分油计量器内阻尼阀芯以及SP8、SP9触头在弹簧作用下回到原位。
5.电磁阀失电,润滑循环结束。
二、故障处理
1.“21”或“22”报警
检查压力开关有两种情况(1)压力开关没有复位。此时系统卸压后压力开关始终处于接通状态,只需更换新压力开关就可消除报警。(2)压力开关已复位。分析系统原理,是因为系统压力没能在20s达到压力开关的设定值。首先,在下一个润滑循环来临后检查系统压力并查看油泵是否工作,如果压力正常,可更换或修复压力开关就能解决;其次检查管路有无泄漏;最后拆卸润滑装置的油泵及溢流阀对其性能进行测试。找出故障元件,修复或更换,故障即能排除。较为特殊的是,该润滑装置在炎热的夏季极易出现此类报警。经分析,气温升高,油的粘度降低,泵不能发挥应有性能,更换同类高一粘度等级的润滑油,报警消除。
2.磨头出现很大噪声
机床使用时间不长,磨头出现很大的噪声。拆卸润滑磨头的计量器,在机床润滑周期内,其计量器不出油,拆下其它计量器均正常,但系统并无报警。经解体计量器,发现由于压缩空气中的杂质造成计量器阻尼阀芯卡死,清洗后重新安装,恢复正常。同时认识到,此系统只能在各计量器阻尼相同的情
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)