|
提要:本文探讨在归纳总结球磨机运行经验基础之上,以仿人控制方式为核心,组合多种控制方式设计球磨机智能控制系统的理论和方法,并阐述该系统在DCS中的实现及实际运行情况。该系统从结构上实现了静态解耦和风煤协调,合理组合了仿人控制、比值控制和非线性PID控制算法优势。运行情况表明,系统运行稳定,鲁棒性强,响应速度快,并具有工况自适应能力,根据运行环境更改负荷方便,满足了本体设备运行调节需求。
火电厂球磨机智能控制系统
The Intelligent Control System of the Ball Grinding Mill in Thermal Power Plant
刘军1,马海林2,焦海杰3,高广福3
1.北京物资学院 101149;2.北京交通大学 100044;3.大同第二发电厂 037043
摘 要:以球磨机本体运行调节需求和运行操作经验为基础,设计以仿人控制为主体,多种控制方式相结合的智能控制系统。该系统从结构上实现了静态解耦和风煤协调,合理组合了仿人控制、比值控制和非线性PID控制算法优势。工程应用表明,该控制系统能解决球磨机运行优化和控制优化的双重问题,控制系统鲁棒性强,具有工况自适应能力。
关键词:球磨机;运行调节;仿人控制;优化
火电厂广泛使用中间储仓式钢球磨煤机制粉系统,这种系统对煤种适应性强、调整方便、可靠性高。通常球磨机的运行方式是将其稳定于一个最佳通风量下,通过调节磨入口冷、热风量和磨给煤量来调整出力,尽量在接近最大出力下运行。但球磨机是一个复杂的被控对象,采用常规PID控制方式或直接解藕控制方案,并不能保证其始终运行在最佳工况,还可能造成控制不稳定。本文探讨在归纳总结球磨机运行经验基础之上,以仿人控制方式为核心,组合多种控制方式设计球磨机智能控制系统的理论和方法,并阐述该系统在DCS中的实现及实际运行情况。
一、球磨机的运行调整
球磨机制粉时筒内存煤量是影响运行经济、安全的重要参数,通常用出入口差压来表征。在一定的通风量下,当存煤量增加时,差压变大。差压通常控制在2.5-4kPa,主要调节手段是给煤量,增加给煤量则差压增大。由于差压对存煤量变化的反映较缓慢,因此,调整给煤量时要平缓。
球磨机电流的变化表明存煤量的变化情况。存煤量较少时,电流随存煤量增加而增大,接近满煤时,电流随存煤量的增加而减小。其原因是接近满煤时,钢球分布的偏心程度越来越小,转矩的减小超过煤量的增加。因此,可将球磨机电流作为磨存煤量的动态变化监测参数。
控制入口负压的意义在于使球磨机处于负压状态,防止煤粉外喷和过大漏风。前者要求负压不能太小,后者要求负压不可过大。一般球磨机负压控制在200-400Pa内。入口负压靠改变冷、热风门开度调节,风门开大则磨入口负压降低。
出口温度是指出口风粉混合物的温度,是反映球磨机干燥出力、防止煤粉爆燃或爆炸的重要参数。影响出口温度的主要因素是给煤量和入口温度。在给煤量恒定时,入口温度越高,出口温度也越高;反之亦然。提高入口温度可改善磨煤条件,使出力提高。因此,在安全允许的条件下,入口温度应尽量维持上限值。出口温度是在保持最佳通风量不变前提下,通过改变入口温度和给煤量加以调节。在需要降低入口温度时,应开大冷风门并关小热风门,在保持风量不变的情况下,使入口温度降低;反之,则应关小冷风门开大热风门,使入口温度升高。当通过调节冷、热风门不能有效调整出口温度时,可适当调节给煤量。
二、智能控制系统总体构成
系统由负荷控制、风量控制和给煤量控制三部分构成。负荷控制完成对应某一负荷设定值的入口温度设定值和差压设定值的递推计算;风量控制是根据风量系统的快速性,以及对各被调参数影响的耦合关系,采用负压一冷、热风比值控制和入口温度一冷、热风实施反向比例调节;给煤量控制作为慢速系统,兼顾出口温度和负荷控制要求,采用多种控制方式。系统功能的划分既兼顾了操作运行需求,同时通过风量和煤量系统的分离达到在结构上的静态解耦和风煤协调。风量与煤量系统的动态耦合关联由出口温度对入口温度定值校正实现,这是整个控制系统的核心,采用仿人控制方式。
三、负荷控制
习惯上把某一通风量下的磨出力称为负荷,根据磨本体情况(钢球装载量、钢球直径、护甲磨损情况等),以及运行环境因素(排粉机投运情况、一次风量、热风温度、煤质和煤粉细度等)决定负荷设定值。一旦确定了负荷,存煤量和干燥出力就确定了。在不考虑其它设备调整的情况下,通过维持出入口差压来调节存煤量;干燥出力通过维持入口温度来调节。所以,负荷控制部分的核心就是差压设定值和入口温度设定值的反向递推函数
SP差压=F(负荷定值,系统风量,修正系数)
SP入口温度=F(负荷定值,SP差压)
其中系统风量用乏气总风门开度表示;修正系数反映煤质情况,是经验值。
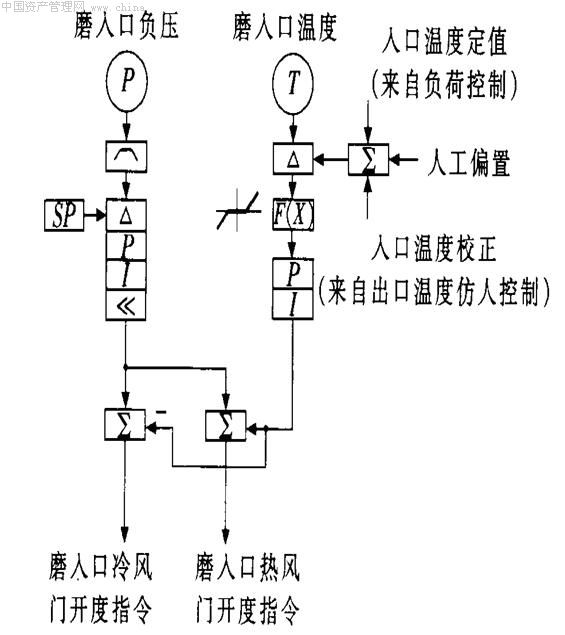
四、风量控制
该系统的作用有三:(1)采用比值控制,同向增大或减小冷、热风门开度,维持入口负压恒定;(2)采用反向比例控制,调整冷、热风门开度,跟随入口温度设定值,调节干燥出力;(3)通过入口温度设定值仿人控制校正,快速调节出口温度。控制原理见图1。
五、给煤量控制
给煤量控制是根据一定负荷下的差压设定值以及运行经验计算出所需的给煤量,在此基础上再对出口温度调节和对存煤量进行定时校正。
出口温度控制的作用是消除煤质扰动、风量风温扰动及对象慢时变特性,保证在最佳存煤量时,出口温度维持在给定的安全范围波动。采自中国资产管理网。
出口温度、存煤量和电流对于给煤量变化的反映有很大滞后,尤其在较高煤位即接近最佳存煤量时更是如此。所以,如果采用常规PID控制,极易造成控制系统不稳定。从现场试验和数学模型分析可知,出口温度受入口温度变化的影响较给煤量变化的影响速度快、强度弱;存煤量受入口风量变化的影响较给煤量变化的影响速度快、强度相当。因此将给煤控制系统设计成如图2所示的结构。
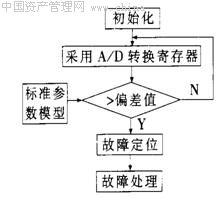
图2 给煤量控制系统原理图
当出口温度偏离设定值时,首先通过仿人控制校正入口温度设定值,调整冷、热风门开度,使出口温度快速向定值恢复。如果偏离较小,由于在给煤量控制回路中设置出口温度为调节死区,给煤量不发生变化;如果偏离较大,则通过非线性PID调节器调整给煤量,使出口温度向减小偏差的方向变化。出口温度调节采用非线性PID调节器,提高了给煤量控制系统的稳定裕度。
存煤量校正采用定时校正方案,即仿人智能开关控制。这主要是由于给煤量对差压的影响是无自平衡的,并且存在较大的纯迟延和大惯性。仿人智能开关控制模态基元定义为U校=F(差压偏差,电流,校正时间)
该系统结合工程项目在国产200MW发电机组制粉系统,采用HIACS 5000 DCS系统实现并投入使用。运行情况表明,系统运行稳定,鲁棒性强,响应速度快,并具有工况自适应能力,根据运行环境更改负荷方便,满足了本体设备运行调节需求。
参考文献:
[1]刘军,佟振声,孙德立.钢球磨煤机模型算法控制[J].华北电力学院学报,1989,3(9):50-59
[2]刘军,李遵基.国产200MW机组制粉系统微机自动控制研究[J].电力技术,1990,(8):33-36
[3]梁庚,白焰,李文.神经元解耦控制方案在火电厂球磨机FCS中的设计[J].计算机测量与控制,2004,12(1):50-53
[4]王铁军,于涛,马洪庆,李文杰.数字化钢球磨煤机制粉系统[J].自动化技术与应用,2004,23(4):78-80
[5]黄新元.电站锅炉运行与燃烧调整[M].北京:中国电力出版社,2004
[6]易继皆,侯媛彬.智能控制技术[M].北京:北京工业大学出版社,1999
[7]李祖枢,涂亚庆.仿人智能控制[M].北京:国防工业出版社,2003
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)