|
在关键设备上采用在线监测系统
提要:采用先进的监测诊断仪器、预测故障隐患,实现有计划、有针对性地按状态检修,缩短检修时间,提高检修质量,减少备件储存,提高设备维修管理水平,是迫切需要解决的问题。本文通过冷轧厂A2风机和五机架连轧机3#齿轮箱设备诊断实例,说明在关键设备上采用在线监测系统,可以及时发现设备异常,迅速查明故障原因并排除隐患,防止突发事故。
冷轧厂关健设备故障诊断
李卫军,张丹,赵宁,黄红芳
武汉钢铁股份有限公司冷轧薄板厂
摘 要:本文通过冷轧厂A2风机和五机架连轧机3#齿轮箱设备诊断实例,说明在关键设备上采用在线监测系统,可以及时发现设备异常,迅速查明故障原因并排除隐患,防止突发事故。
关键词:风机;齿轮箱;设备诊断
冷轧厂年产量为100万吨,生产的钢板厚度为0.2-3mm。由于设备多、分布广,加之工人平均年龄较大等因素,设备管理任务十分繁重采用先进的监测诊断仪器、预测故障隐患,实现有计划、有针对性地按状态检修,缩短检修时间,提高检修质量,减少备件储存,提高设备维修管理水平,是迫切需要解决的问题。
一、在线监测系统
根据集团公司“万点受控”工程的要求,自1998年起,冷轧厂先后投运了五机架轧机齿轮箱在线监测系统和A2风机在线监测系统。
1.风机在线监测系统
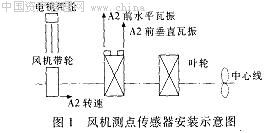
A2风机选用四个振动测点(前后轴承瓦振各两个)和一个测转速点,风机在线监测系统情况见表1,传感器安装情况见图1。
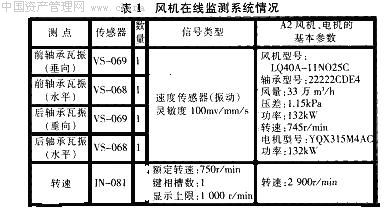
风机开启后,传感器采集测点信息,并传送到EN3800系统。通过显示屏可清楚地看到前轴承水平、垂直瓦座的振动值,转速测定值等风机运行状况;系统计算机可分析振动波形的极值等数据,统计超过最大报警值的次数及时间等,还可自动报警。
2.五机架轧机齿轮箱在线监测系统
系统(Leadmeasure -GX)共有33个振动测点,其中15个用于齿轮箱监测,18个用于大电机监测,系统具有如下特点(见表2)。

(1) A/D卡支持信号调理仪自由扩展,目前最多可扩展成16×16=256通道。今后如需扩展,在现有基础上添加多通道信号调理仪即可。
(2)根据监测设备结构的不同,分别采用B&K8325H型加速度传感器和PCB327A11型工业加速度计,前者用于齿轮箱,后者用于电机轴承。两种传感器都具有较高灵敏度(约100MV/g),并可抵抗最大5 000g的冲击而不损坏。中国资产管理网
二、诊断实例
1.预测A2风机轴承隐患
2001年10月,风机在线监测系统成功预测了A2风机轴承隐患,避免了一次设备被毁的重大事故。
(1)风机运行状态
A2风机自投人运行以来,前轴承水平振动值即偏大,说明风机的装配未达到要求。风机各测点运行起始振动值如表3。

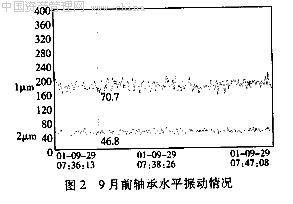
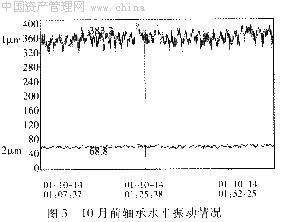
从时域图可以看出风机在6--8月运行比较平稳,进人9月以后,前轴承水平振动值有较大增加,偶尔超过报警值,垂直振动值缓慢增长(图2);然而1_0月以后,前轴承水平振动值急剧上升,甚至超过最高警戒线(图3),垂直振动值依然缓慢增长。这表明风机运行状况已经恶化到了需要停机检修的程度。
(2)数据分析
根据风机振动时域曲线及频谱图和实际运行情况分析如下。
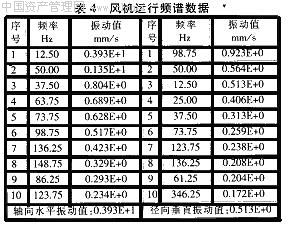
①从表4可知,轴向水平12.50Hz(主轴转频)的振动值最大(0.393E+1mm/s), 50.OOHz和37. 50Hz次之;径向垂直98. 75Hz振动值最大(0.923E+0mm/s ),50.OOHz, 12.50Hz次之。
②时域图显示径向垂直方向振动值不大,说明风机整体静平衡较好。
③每次更换粗过滤网后,各测点振动值增大,但随着粗过滤网的堵塞,各测点振动值逐渐下降,这表明风机的振动随负载变化而变化。
(3)故障诊断
根据以上分析,参照滚动轴承特征频率及其故障原因表,可初步判定造成风机运行故障的原因是轴或转子不对中,轴承不对中或轴承间隙过大。
(4)现场验证
风机解体检查发现,前、后轴承不对称,造成轴不对中。前轴承与轴承盖内上端的间隙为0.38mm,内圈及滚柱有磨损痕迹;后轴承的间隙距离偏大,轴承与固定环的间距为2mm,与轴承盖内上端的间距为0.43mm,后轴承外圈有磨损痕迹,且有2mm深的磨损槽两个。
由此可以认为,由于后轴承间隙过大,导致风机运行时其外圈随轴一同旋转,造成外圈及后轴承座有磨损痕迹;此外,由于轴不对中,使前轴承受到非正常的扭力,导致内圈及滚柱磨损。总体来说,是由于风机的装配问题导致运行故障。
设备重新装配后,振动值恢复正常,证明风机运行故障、部位及原因的判断基本正确。
2.轧机传动系统监测
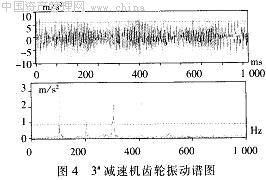
2005年7月,五机架轧机齿轮箱在线监测系统发现3#齿轮箱齿轮存在啮合频率的基频、二次谐波和三次谐波(图4),分别为257.813Hz(振动幅值为0.881m/s2) , 511.719Hz(振动幅值为1.05m/s2)和769.531 Hz(振动幅值为3.78m/s2) 。经过定修处理后,以上特征频率消失,设备恢复正常。
三、结论
1.针对轧钢机组采用在线监测技术,可以预测、分析设备故障的严重程度及故障部位和原因,从而避免设备损坏,缩短检修时间,减少经济损失。
2.实践证明,在线监测系统是设备维护管理的有效工具,是实现轧钢安全生产的重要技术手段,应该大力推广。
参考文献:
[1]张晓彤,徐金梧,杨德斌.大型连轧机传动齿轮在线故障诊断方法研究[j].钢铁,2001,36(3):59-63
[2]李惠彬,应怀樵.轧机减速机振动测试与故障分析[j].噪声与振动控制,1998,2:42-45.
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)