|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[组图]对安钢高线飞剪零位检测装置的改造 |
热 ★★★ |
|
| 对安钢高线飞剪零位检测装置的改造 |
|
作者:佚名 文章来源:网上搜集 点击数: 更新时间:2008-5-28 20:05:14  |
|
摘 要:介绍了安钢高线飞剪电气控制系统及其主要在线检测元件(装置)的组成,重点阐述了飞剪零位检测装置在实际工作中存在的问题及采取的针对性改造措施,保证了飞剪控制系统功能的正常发挥。
现代线材生产的特点是高质量、高速度、高产量,为此,在国内高速线材生产的轧线上均配置有若干台飞剪机,用以定量地切除影响顺利轧制的轧件头部及尾部,或在事故发生时及时对轧件进行连续碎断。这就要求飞剪机必须具备响应快、控制准确、故障率低的工作特点。安钢高线根据轧制工艺的需要,在轧线的粗轧、中轧之后及精轧之前各配置了一台飞剪机,均采用计算机可编程序控制(PLC控制),由于飞剪零位控制检测装置在结构、调整等方面的原因,导致了该控制系统不能正确执行和完成对目标控制的特定程序功能。为此,对安钢高线飞剪机零位控制检测装置进行了改造。
关键词:高线飞剪 零位检测装置 电气控制
一、改前状况
安钢高线三台飞剪的电气控制系统,控制原理和检测装置基本相同,现以一号飞剪为例介绍其改前状况。
一号飞剪位于粗轧(6H)之后,主要由飞剪本体、减速机、飞轮、直流电机等组成,机体为曲柄连杆结构,飞剪的剪刃装在与曲柄轴和摇杆相铰接的上下剪臂上,它们之间构成了一对四连杆剪切机构。电机经减速机驱动上下剪刃,按一定的封闭曲线做相对回转运动,在剪切角内,剪刃随曲柄作近乎垂直于轧件的剪切动作。轧制正常时,飞剪电机为启动工作制,进行对轧件的切头、切尾;发生轧制事故时,飞剪电机为连续工作制,进行对轧件的连续碎断。飞剪控制系统具有调压、可逆和过流、过压、漏磁保护功能,其检测控制元件(装置)主要由装在电机尾部的编码器、控制剪切“零位”的接近开关、制动器及位于剪机之前的热金属检测器等组成。剪刃回转动作如图1所示。动作过程为:①当剪机未得到来钢信号时,剪刃位于图1中的60。初始位置。②当剪机得到来钢信号后,电机经延时后加速启动,剪刃回转115。时达到最大剪切速度。③剪刃以匀速回转153。时到达咬人角位置,此时剪刃接触到轧件并开始剪切。④在0。位时,飞剪的上、下剪刃相交,零位检测(接近开关)装置向控制系统发出剪切动作结束信号。⑤在35。位,剪刃与轧件分离,编码器发出“轧件脱离”信号。⑥剪刃减速回转115。后,电机反转制动,使剪刃回到60。初始位,从而完成一个动作周期。在该周期中,剪刃的各个动作是首尾相接,各检测控制装置的作用直接关系着控制系统的成败,尤其是剪刃相交时的零位检测装置(图2)定位性能至关重要。该装置在实际使用过程中主要存在下述问题。
1.中心轴相对剪机输出轴仅靠三个M8的螺栓定位,联结强度及定位精度较差,难以保证感应柱相对剪机输出轴的原始相位。
2.旋转臂相对中心轴仅靠两个M16螺母的摩擦力径向定位,使感应柱相对剪机输出轴的径向定位精度较难保持。
3.尽管感应柱与旋转臂为焊接固连,但由于旋转臂的重心位于中心轴的一侧,中心轴在旋转时必承受一偏心力矩的作用,进一步加大了旋转臂在中心轴上的径向定位难度。
4.分析可知当需对感应柱进行绕中心轴线的径向转角微调时,两者的距离越大,转角微调的精度就越高,现两者相距仅55mm,故调整的误差较大。
5.感应柱与接近开关相对位置的调整,只能通过调整窗调整旋转臂来实现,故调整方式单一,且调整难度较大。
由于上述问题的存在,使控制系统检测到的零位与上、下剪刃相交时的实际位置经常出现超前或滞后的现象,对生产和设备造成严重的影响:(1)轧件的切头、切尾长度发生变化,长度增加将造成轧材浪费,降低成材率。反之则会因轧件存在缺陷(杂质、劈头等),影响批量成品质量或造成轧制事故;(2)剪刃沿轧制方向的线速度与轧制速度不匹配,造成轧制过程中堆钢或拉钢,进而造成轧制工艺事故;对剪机本身及其传动系统的运行工况也会造成恶劣影响,铜套破损、机体错位、轴座开裂等现象曾先后屡次发生。
二、改进措施
针对上述问题,对飞剪零位检测装置进行了如图3所示的改造。与原装置相比,改造后的装置具有下述特点。
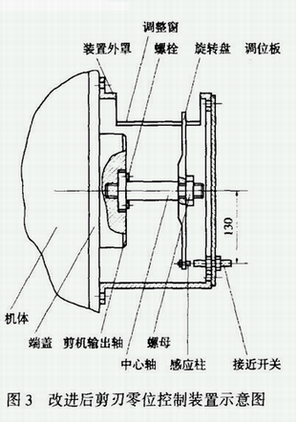
1.在中心轴的尾部增设了与剪机输出轴联结的M20螺纹,强化了两者的联结强度及定位精度。
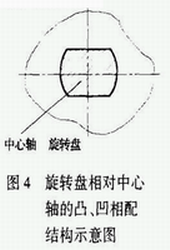
2.改旋转臂为旋转盘结构,且旋转盘与中心轴的联接采用图4结构。此外,感应柱与旋转盘改为螺栓联接,且在旋转盘半径为130mm的圆周上均布着50通孔,用于感应柱的转角微调。该结构一是消除了原有的偏心结构,保证了其旋转运行的平稳性,二是保证了旋转盘相对中心轴的定位可靠性,三是由于感应柱相对中心轴的距离由原来的55mm增大为130mm,从而大大提高了两者转角微调的精度。
3.增设了接近开关调位板,该板开有环形槽,使感应柱与接近开关相对位置的调整,既可通过改变感应柱在旋转盘上的安装位置来实现,又可通过调整接近开关在调位板上的位置来协调完成。
三、改进效果
通过上述改造,极大地提高了飞剪零位检测装置的定位性能,使其具备了定位准确、工作可靠、调整便利、免维护等特点。保证了飞剪控制系统的功能发挥,杜绝了因飞剪控制失误造成或引发的工艺及设备事故,进一步提高了高线轧材生产作业率、成材率。
|
|
| 文章录入:设备管理 责任编辑:设备管理 |
|
|
上一篇文章: 大型风机机组松动故障诊断分析
下一篇文章: 传感器故障原因探析与解决 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



