|
1 引言
自动打包机是现代高速线材生产线特有的设备,它集机械、电气、液压控制为一体,动作准确,为现代化的线材生产线构筑了一道靓丽的风景线。
我厂2004年9月从瑞典SUND-BIRSTA公司引进的PCH-4KNB/5000P型打包机,于2004年底投入使用。该设备位于高线的精整区,对由P-F线的C型勾输送过来的水平盘卷(卷重800~2800kg,外径/内径为φ1250/850mm)进行自动水平压实,并用打包线沿线卷方向成90°等分打四个平行接头。
打包后的线卷最小长度大约为600mm,大大方便了盘卷的储藏、运输。
本文首先结合瑞典方面提供的外文技术资料及自己的理解,对自动打包机的自动化构成及动作过程进行介绍。
然后根据近两年的现场维护经验,对该打包机日常维护中出现的故障进行总结分析。 2 控制系统配置
2.1 控制系统的硬件配置
打包机的PLC系统是由一套S7 315-2DP和七套ET200S及一套E900组成,具体配置如图1所示。 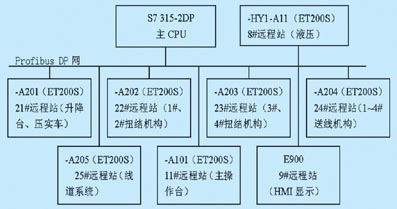
图1 打包机PLC系统
PLC主站采用西门子公司S7-300系列的CPU 315-2DP,通过DP网与其它从站进行数据通讯,并进行数据处理。
高速计数器模板型号为6ES7 138-4DA03-0AB0,共7块,拥有脉冲编码器7个。其中,G1、G2分别为1#、2#压实车位置和速度反馈;G3为升降台位置反馈;1S18、2S18、3S18、4S18为送线装置的位置反馈。
2.2 控制系统的硬件配置
(1) PLC软件采用西门子的STEP7 V5.2;
(2) HMI软件采用Beijer Electronics公司的E_DESIGNER_V6.13。图2为打包机的主画面。
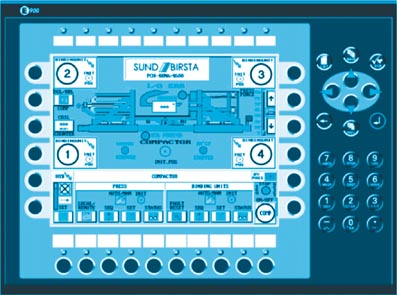
图2 打包机主画面
●通过画面可以看到打包机各部分的基本状态。使用时只需通过画面边上的功能键即可进行相应操作和画面的切换,简单实用;
●具备调整功能,可对许多参数进行调整,例如压实力、升降高度等;
●可提供打包机的诊断信息,当打包机出现故障时,该系统将显示有关的HMI画面。
3 控制原理及功能
3.1 液压系统
液压系统为打包机的核心部分,其工作的可靠性直接决定了打包机动作是否正常可靠,这其中油温控制就成为打包机液压控制部分的关键。本系统采用PT100作为测量元件,测量值直接送入8#站的模拟量输入模板的第一个通道PIW248。在PLC程序中,该温度值每5s检测一次,经过程序工程量化后传入数据块DB80中的DBW0。
油温的控制要求:油温T>65℃:报警并停泵;油温T≥60℃:报警但不停泵;油温T<20℃:报警但不停泵;油温T<15℃:报警并停泵;油温T<30℃:加热器启动;油温T≥35℃:加热器停止。
3.2 打包机主体
(1) 升降台在两个液压缸的推动下,可沿垂直方向上下移动。实现压实、打包操作期间,支撑盘卷并使其对正中心的功能,动作共分两步。接近开关S10(升降台初始位检测)、编码器G3(检测升降台高度)。升降台的两次升降高度均可由画面更改;
(2) 打包机的4套弯曲线道系统安装在2#压实车上,并由一根中心轴导向。打包机动作时,线道系统在液压马达的驱动下,向1#压实车水平移动。接近开关S13(线道最前位)、S14(线道初始位)、S15(线道向前减速位)、S16(线道向后减速位);
(3) 2#压实车依靠车轮在轨道中移动,支撑可移动线道系统。压实动作是由固定在轨道上的两个液压缸驱动。接近开关S6(2#压实车初始位)、编码器G2(2#压实车前进速度和位置)、光电开关S8(检测2#压实车进入待打包线卷区);
(4) 1#压实车与2#压实车结构相似,但其上面装有4个送线机构,4个打包头。接近开关S3(1#压实车初始位)、编码器G1(1#压实车前进速度和位置)、接近开关S12(检测线道闭合)。送线机构主要由送线轮和导轮组成,通过液压马达驱动。接近开关S4(检测送线机构中是否有线),编码器S18(送线长度,控制送线/拉直捆线)。打包头主要由扭结、剪切和夹紧机构组成。整个打包头可整体由送线位置S20(打包头初始位)移至打包位置。S1(扭结装置在扭结位),S2(扭结装置在送线位),S3(扭结是否结束),S5(夹紧机构中是否有线夹紧)。
(5) 打包过程。当带有盘卷的钩子停在打包机中心线位置,定位夹紧器闭合锁定,并发出信号启动打包机的工作循环:
●线架电磁阀得电,气动抱闸打开;
●1#、2#压实车在液压缸的驱动下同时向盘卷移动。同时,升降台提升;
●1#、2#压实车压实盘卷的同时线道系统闭合;
●送线机构送出捆线;
●当捆线经过S4时,编码器S18开始记8700个脉冲,当线经过S2后,再记395个脉冲,并且开始减速,一直到捆线夹紧位,线被夹住不动;
●捆线拉紧并将剩余的捆线送回线库;
●完成扭结,剪切装置切断打包线;
●线道系统后退;
●线道系统和压实车返回初始位。同时升降台下降至初始位,打包好的盘卷挂在C型钩上。
对于最大盘卷整个过程大约32S。
(6) 安全防护装置。4KNB型打包机在安全方面借鉴了以往的经验,采取了一系列手段,保证了设备的安全运行。操作台设置了检修用钥匙开关,当此开关被按下并拔下钥匙后,则主操作台不能进行操作。四个送线机构上的机旁箱均设置急停按钮。一个便携式操作箱,维修时可用来操作打包头,此时,主操作台上的一切操作都被禁止。只有当操作箱插入主操作台插座时,主操作台才能进行操作,否则,主操作台上除紧急停车指令外,其它指令都被锁定。 4 日常故障分析表
如附表所示。 附表 日常故障现象分析及处理 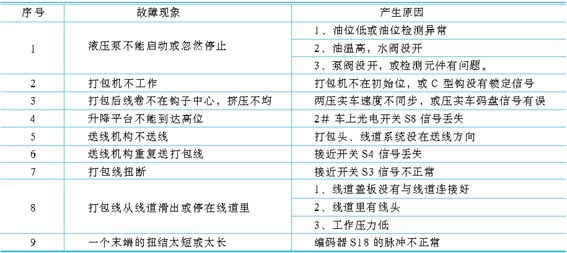
5 结束语
打包机自瑞典SUND BIRETA引进以来,虽然在使用中也曾出现过许多问题,但基本上满足了当初的合同要求,平均扭结失败率小于0.4%,扭结抗拉强度大于原线材抗拉力的92%。系统采用S7-300与E900相结合的DP网通讯方式,控制精度高,可靠性强,同时增强的系统自诊断功能,方便了维护,提高了设备作业率。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)