|
1、报警信息的查看方法
数控系统可对其本身以及其相连的各种设备进行实时的自诊断。当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示。
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:
FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。大大方便了对机床故障的跟踪和统计工作。显示报警履历的操作如下:
 
2、FANUC 0i数控系统报警的分类
FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表 FANUC 0i数控系统报警分类
| 错误代码 |
报警分类 |
| 000~255 |
P/S报警(参数错误) |
| 300~349 |
绝对脉冲编码器(APC)报警 |
| 350~399 |
串行脉冲编码器(SPC)报警 |
| 400~499 |
伺服报警 |
| 500~599 |
超程报警 |
| 700~749 |
过热报警 |
| 750~799 |
主轴报警 |
900~999
1000~1999
200~2999
5000以上 |
系统报警
机床厂家根据实际情况在PM(L)C中编制的报警
机床厂家根据实际情况在PM(L)C中编制的报警信息
P/S报警(编程错误) |
| |
|
3、常见报警的故障排除思路
数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i数控系统提供的丰富的维修功能进行故障排除的方法。为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。系统报警是数控系统生产厂家在数控系统传递到机床厂家之前就编写好的,是固定不变的,机床厂家没法对其进行编辑和增删。
在一般情况下,外围故障的发生机率较系统故障的机率要高。不同结构类型的机床就会有不同的外围故障,而若要能够做到对外围故障做出快速准确的定位和排除,就必须对你所要维修的机床的机械结构、电气原理、数控系统、各个机床动作、操作方法有一个全面的认识。若在机床正常的时候,对机床的每一个动作进行仔细的观察,便能够在机床异常(也就是说机床动作不能正常进行)时,根据平时观察所得与之对比,从而做到对故障的快速诊断与排除。与此同时,高效地使用FANUC 0i系统提供的丰富的维修功能,包括PMC梯形图实时监控、1/O接口的状态检查与跟踪、诊断功能也是做到对故障的快速诊断与排除的一个关键因素。
以下,是一个发生在一台卧式加工中心的外围故障。通过这个故障,从中学习如何使用FANUC 0i系统提供的丰富的维修功能对一般外围故障进行快速诊断与排除。
1)外围报警―“1010空气压力异常”报警
一台卧式加工中心出现“1010空气压力异常”报警后,向操作人员详细了解发生报警的情况。据操作人员讲述,当时机床在自动运行状态下进行加工生产,突然出现了此报警,机床亦同时停止了动作。查阅相关的机床维修手册,机床维修手册中所描述的“1010空气压力异常”报警发生的原因是进入机床的压缩空气压力未能达到机床的要求(压缩空气压力不得低于0.4MPa),对策是保证供给的机床压缩空气压力不得低于0.4MPa。
据操作人员讲,在进行开机前设备检查时,发现进入机床的压缩空气压力过高,达到了0.8MPa,超出了0.4-0.6MPa的机床允许范围,所以就调整了压缩空气压力,使其压力在机床允许的范围之内,然后进行自动运行加工,l0分钟以后便出现了“1010空气压力异常”的报警。据此分析,此次故障发生的主要原因是,在进行开机前设备检查时,由于大部分的设备都未正式运转和系统的压缩空气压力偏高了一点点,造成了进入机床的压缩空气压力高达0.8MPao而当大部分的设备都进入正式运转和对整个压缩空气供给系统过高的压力进行了调整后,便出现了机床在自动运行加工的过程中,出现机床的压缩空气压力下降到0.25MPa的情况。以下是故障的排除过程。
数控系统是怎样知道进入机床的压缩空气压力未能达到指定的值呢?数控机床为做到自动控制设置了相应的检测器件(接近开关、位置开关、光栅等)。当检测器件发出的状态信息经PM(L)C处理,进行逻辑判断不能满足机床正常运行要求时,便在屏幕上显示相应的故障代码和报警信息。数控系统通过PMC监控画面监控每一个检测器件的状态,从而可方便快捷的方向故障的位置。具体操作方法如下
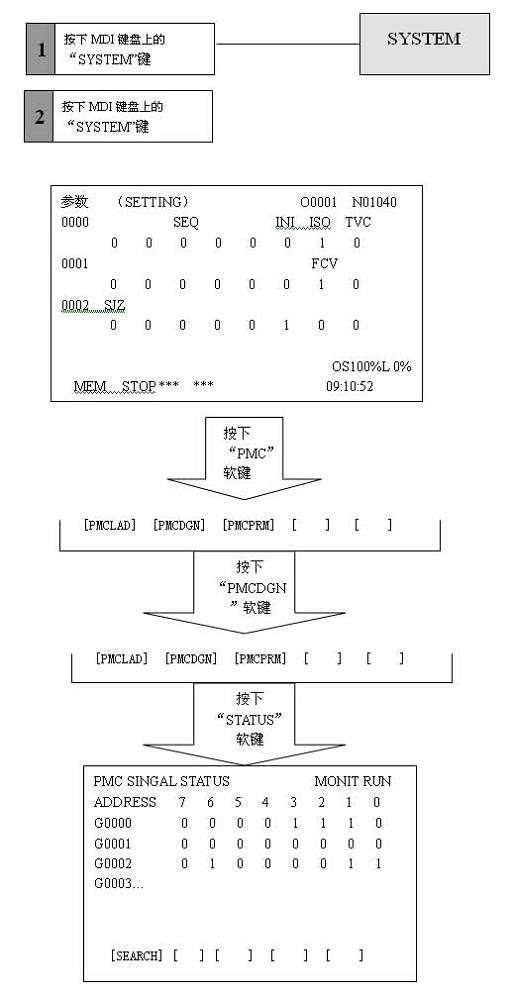
查阅该机床的电气图纸得知,进入机床的压缩空气压力是由一只压力开关(地址是X2.3)进行检测的,当压力在机床允许的范围内时(0.4-0.6MPa),压力开关的触点闭合,状态为" 1”;当压力低于0.4MPa时,压力开关的触点便断开,状态为“0”,该状态输入到PMC中进行逻辑判定处理后,认为不能满足机床正常运行,便在屏幕上报出错误代码和报警信息。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)