|
四. 系统工作基本原理
1. 自动故障诊断一般方法
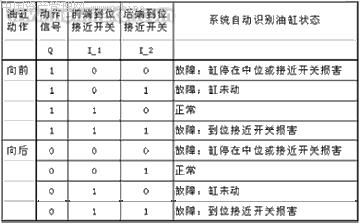
焊接车间设备绝大部分是通过油缸和气缸来完成工件的装夹、上料、下料和输送等动作。初步统计该车间分布在各生产线上共 4 千个大大小小的油缸和气缸,而设备故障主要发生油缸和气缸的部件上,表现为这些缸不到位。下面分析一个油缸动作情况,得出自动故障诊断一般方法。设一个油缸向前运动 Q=1,油缸经过一定的运动时间到达前端,则前端接近开关 得电 I_1=1,后端接近开关失电 I_2=0。我们系统中为这个油缸设置一个计时器T。当油缸动作 Q 信号发出,该计时器开始计时,在设定的该油缸运动时间T_set范围内,相应到位接近开关得电,即系统认为该油缸工作正常。如果在该油缸运动时间T_set范围内,相应到位接近开关未得电,则系统认为该油缸发生故障。系统自动分析的结果列表如下:
根据上述方法,系统对车间设备上每个油缸和气缸,在该设备PLC控制器都分配计时器T,并设置相应缸运动时间T_set,以完成自动故障诊断。
2. 焊机群控的一般方法
该车间有四个供电变压器向焊机供电,由于焊机是使用的单相电。车间焊机基本是均匀地分别挂在车间里 12 条单相电线路上。高灵敏的电压监测仪分别监视着这 12 条单相电线路。当监测到其中一条线路电压低于设定的值时,就向主PLC申请中断。中断程序首先检查线路电压低到什么程度,再分别处理:
•线路电压在排队工作范围内,中断程序将按照工艺准许的范围,把挂在该线路的焊机排队,通过现场工业总线,控制设备上PLC,让该线路上的焊机按先后顺序通电焊接,使每个焊接都有足够的电流工作。
•线路电压在停机范围内,中断程序通过现场工业总线的广播形式通知设备PLC,将挂在该线路的所有焊机停止工作,直到线路电压恢复正常范围内。
五. 系统主要功能及实现方法
1. 系统的工作方式
由于系统的绝大部分硬件都是采用西门子公司SIMATIC 工业型产品,就保证了系统全天24 小时不间断的正常工作。特别是系统的信息交换中心采用是 S5-155U,车间现场采用是Profibus 网络,管理层采用是工业以太网 H1,这些都具有在恶劣的环境下可以高度可靠工作的工业产品,可以常年的不停机地工作。这样就保证了系统可以在几年之内不间断地监测生产线设备,连续采集设备信息和生产信息,保证系统数据处理的及时性、准确性和完整性。
2. 生产设备当前运行的状态信息
由于生产线的生产过程是由现场生产线上的 PLC控制的,而且 这些 PLC 都挂在 Profibus 上,这样信息交换中心,即主 PLC 可以通过该网采集现场 PLC 的所有 I / O 的信号。信息交换中心对这些信号经过汇总和分析,判断出全车间各生产线各部分的当前运行状态,并把这些运行状态存入信息交换中心内的相应数据块DB。同时这些运行状态信息是随着信息交换中心(主PLC)运行周期而实时刷新的。现场的工程师站和管理层的计算机分别通过 Profibus 和 工业以太网 H1 ,访问信息交换中心内的相应数据块,而得到生产设备当前运行状态信息,再经过 Coros LSB/Win动态图形画面,生动、形象地显示出生产设备当前运行状态。
3. 设备故障自动诊断、分析与统计
•当生产线上设备发生故障时,信息交换中心通过Profibu网可以立即监测到。信息交换中心依据下面四个方面,判断出故障发生的具体内容和位置,并在在现场工程师站和管理层的计算机 Coros LSB/Win 的动态图形画面上详细显示:
a. 现场维修人员提供的经验;
b. 分析动作不到位信号;
c. 由故障历史记录而形成的发生几率;
d. 该设备 PLC 程序的逻辑分析。
•信息交换中心按照发生故障性质确定出故障类型:机械故障、电器故障、液压故障、气动故障等。信息交换中心按照所发生故障对设备运行影响程度确定出故障等级:将要故障、次要故障和主要故障。信息交换中心按照发生故障特征和维修记录提示出排故方法。在现场工程师站和管理层的计算机 Coros LSB/Win 的动态图形画面上,故障类型和排故方法以文字形式显示,故障等级以不同颜色和闪烁程形式显示。
•由管理层的计算机进行设备故障统计,其内容主要包括:
a. 每台设备每天的发生的故障信息记录;
b. 设备按照故障发生类型进行周、月、季和年统计;
c. 每台设备的故障率和开通率;
d. 各条生产线的故障率和开通率;
e. 全车间设备的故障率和开通率;
4. 车间生产信息自动统计 在 Profibus 络的支持下,系统自动采集各生产线的产量信息,并存入信息交换中心的数据块中。通过管理层的计算机的 Coros LSB/Win 界面形成下例各种生产统计报表:
•实时显示各条生产线的生产节拍及变化状况;
•实时显示各条生产线的生产产量及变化状况,显示当日 和近七日内每天的生产产量变化过程;
•车间在一年内每天的白班和夜班的生产产量记录;
•车间生产产量的周报表、月报表和年报表。
5. 焊机群控
当电压监测装置监测出车间供电电压低于正常供电电压时,主 PLC 上的中断输入模板 (6ES5 451-4UA13) 将接收到电压监测装置发出的信号,主 PLC 刻进入执行中断服务程序。中断服务程序根据焊机群控原理,通过 Profibus 网,向设备上的PLC发出工作指令,使各焊机按一定的顺序工作。
六. 结论和意义
该系统对对用户的设备排故维修提供了比较切实可行的便利手段,彻底改变了过去那种单凭经验诊断故障的工作方法。在计算机的帮助下,只要生产设备有故障发生,系统都能比较准确、迅速地确定故障具体位置或方位,并提供排故方法。这样极大地缩短了故障查找和排故时间,保证了设备能够尽可能短的时间内恢复正常。
由于该系统能够实现生产产量自动统计,代替了过去需要很多时间的手工抄报统计工作,提高了车间生产管理的自动化程度。同时该系统也给车间提供了生产动态调度的手段,通过管理层计算机了解当前车间各生产线、各部分生产状态,可以发现可能出现的生产瓶颈,使得车间管理者及时地进行生产调整。
焊机群控过去在国内还无法实现,现在系统利用西门子公司的 PLC 和 Profibus 技术实现了焊机群控。这对电焊机的焊接质量的稳定和提高有了一定的保证。
在该系统中成功地应用了西门子公司 SIMATIC 产品的技术,其中 Profibus 现场总线和 H1工业以太网技术在该系统中起到关键的作用,它们把系统的各部分构成一个统一体; 主 PLC S5-155U以运行速度高、大存储量技术保证系统信息的采集、综合分析和传送能够可靠、准确地进行;Coros LSB/Win制作的人机界面速度快、效率高,而且易操作、使用友好方便。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)