内圆磨床主要用于加工工件的圆柱孔、圆锥孔或其他特殊形状的内表面及孔端面。内圆磨削一般分为两种;一种是工件和砂轮均回转;另一种是工件不回转,砂轮作行星式运动。前者用于一般孔加工,后者一般用于大型工件的孔加工。
内圆磨床的砂轮主轴悬伸很长,并进行高速旋转,需要高速电动机和噶派寿命的主轴轴承,内圆磨床加工时孔径的测量比较困难,粗磨、半精磨和精磨一般采用自动测量仪测量,可以实现火花测量循环控制。
内圆磨床的类型及适用范围见表
|
类型 |
简图 |
最大磨削孔径 |
最大磨削深度 |
结构特点 |
适用范围 |
|
mm |
|
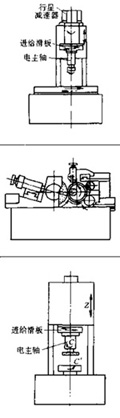
行星式内圆磨床 |
|
12
50
100
200
400
800 |
32
80
125
200
320
500 |
工件固定不动,砂轮除绕本身轴线胳朴素回转外,
还绕被加工孔的轴线回转,以实现圆周进给 |
适于大型工件或不宜旋转的工件磨削 |
|
无心式内圆磨床 |
工件外圆支承在滚轮或支承块上,工件端面由磁力
吸盘吸住,并带动旋转,但可略有浮动,以保证
内外圆同轴度。小规格无心内圆磨床几十万r/min。
在大批量生产可用塞规或测微仪自动控制加工尺寸 |
适于大批生产的小形工件磨削 |
|
数控立式内员磨床 |
50
100.
200
400 |
80
120
200
320 |
工件、或砂轮按特定轨迹运动,砂轮旋转并作
轴向往复运动和横向进给 |
适于复杂形面孔磨削 |
|
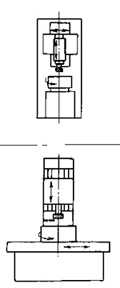
卧失内圆磨床 |
|
12
50
100
200
400
800 |
32
80
125
200
320
500 |
磨头纵向往复移动,头架横向进给 |
适于自动或半自动磨削各种工件 |
|
工件头架往复移动,磨头沿滑鞍作横向进给,
头架还可绕竖直轴转角度来磨锥孔 |
适于自动或半自动磨削各种工件 |
|
磨头纵向往复移动及横向移动。头架固定 |
适于长形工件磨削 |
|
立式内圆磨床 |
|
磨头上下往复移动和横向移动,工作台回转。占地小。便于短粗工件装卸,调整和加工。但机床结构较复杂 |
适于大型工件磨削 |
|
磨头上下往复移动及横向移动工作台回转及横向移动,磨头刚度较高 |
|
摆动式内员磨床 |
|
12
50
100
200
400
800 |
32
80
125
200
320
500
|
磨头纵向移动、摆动,以实现磨头的横向进给。磨头还可在磨头滑座上作横向调整,工件架固紧在机床底座上。由于纵横进给只用一个滑座,故机床刚度及工作精度高,比传统布局滑动面磨损小 |
适用于中小型工件磨削 | | 






 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)