|
摘要:本文探讨了不锈钢的真空电子束钎焊中,电子束束流、聚焦电流、加热时间等电子束钎焊工艺参数对钎料润湿性的影响及其规律,以及不同的电子束钎焊工艺参数对试件最高温度、加热速度、高温停留时间等温度场有关的参数的影响作用。通过金相分析、扫描电镜和X射线能谱分析等手段,研究了BNi-2钎料钎焊不锈钢时的接头组织。
关键词:不锈钢,电子束,钎焊,工艺
前言
随着电子束加工技术的发展日臻成熟,一种崭新的钎焊工艺方法――真空电子束钎焊(VEBB)成为当前钎焊工艺研究的热点课题。用能量密度及扫描路径均可精密控制的电子束作为加热源进行真空钎焊,就是用电子束高速扫描,使电子束由点热源转化为面热源,实现零件的局部高速均匀加热。该工艺具有普通真空钎焊所无法比拟的优越性,如高温停留时间短,大大减少钎料对母材的熔蚀,输入能量精密可控,对能量输入路径可任意编辑等等。
近年来国外许多机构对此进行了较深入的研究,国内则由于电子束复合加工技术应用不是十分普及,仅航空某研究所对此工艺、设备进行过初步研究试制[1]。本文就电子束工艺参数对不同钎料润湿性的影响展开深入研究,以期为不锈钢结构件的真空电子束钎焊工艺提供理论指导。
1 试验材料及方法
本试验所用母材为1Cr18Ni9Ti不锈钢,试板规格50mm×50mm×2mm。钎料选用锰基7#合金和BNi-2两种,化学成分见表1、表2。所用两种钎料均为粉末状,须用粘结剂将其调成膏状涂敷在试板中心位置,堆成半球形。
表1 锰基7#合金化学成分表

表2 BNi-2化学成分表
 试验采用EBW-6C型通用电子束焊机,通过函数发生器使电子束扫描出圆形轨迹,对钎料周围进行加热。由于本实验选用试板很薄,可以近似认为工件热传导是在平面内的二维传播,也就是说工件正反面温度近似相等,因而将热电偶点焊在不锈钢试板背面的钎料正下方,通过X-Y记录仪测量钎焊过程中试板的温度。对真空电子束钎焊后的试样,进行金相显微镜、扫描电镜(SEM)、面扫描及X射线能谱分析(EDAX),并测定其润湿角。
2 试验结果及分析
2.1 真空电子束钎焊工艺参数对温度场及钎料润湿性的影响
真空电子束钎焊工艺参数主要包括加速电压、束流、聚焦电流、加热时间以及电子束扫描轨迹等等。试验过程中加速电压及工作距离恒定,同时焊接时试板固定不动,电子束扫描轨迹为圆形扫描,幅值保持不变,故影响电子束钎焊工艺的主要参数就剩下束流、聚焦电流和加热时间等。经过一系列工艺试验,基本确定了优化工艺后,分别调节上述参数,然后观察其对钎焊结果的影响。
试验中温度场的测量主要考虑三个因素:最高加热温度Tmax 、加热速度ωH和高温停留时间tH。其中,加热速度ωH是指电子束钎焊过程中不锈钢试板从室温上升到熔点的速度,高温停留时间tH是指不锈钢试板在熔点以上温度停留的时间。在不同工艺参数时,试板上测得的温度场不同,钎料的铺展面积、润湿角等均会出现不同程度的变化。
2.1.1 束流对温度场及钎料润湿性的影响
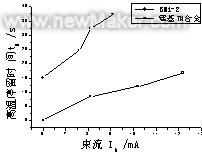
调节束流值,分别对锰基7#合金和BNi-2两种钎料进行润湿性试验,结果如图1中四组曲线所示。
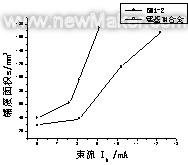 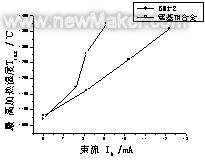
(a)束流对铺展面积的影响 (b)束流对最高加热温度的影响
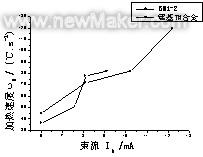 
(c)束流对加热速度的影响 (d)束流对高温停留时间的影响
图1 束流对温度场及钎料润湿性的影响
由图1可以看出,在加速电压、加热时间、聚焦电流不变的情况下,电子束的束流值越大,其功率密度就越大,热输入量越高,则钎料铺展面积s、最高加热温度Tmax 、加热速度ωH以及高温停留时间tH均呈上升趋势。但束流对两种钎料的影响程度不同,BNi-2的变化斜率比锰基7#合金的大。
2.1.2 加热时间对温度场及钎料润湿性的影响
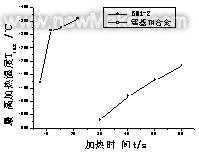
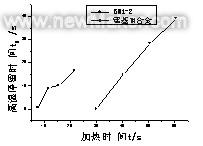
与上述试验类似,我们锁定束流值和聚焦电流,通过调节加热时间(即束流维持时间)来改变热输入量,观察其影响,结果如图2四组曲线所示。
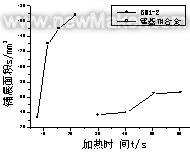 
(a)加热时间对铺展面积的影响 (b)加热时间对最高加热温度的影响
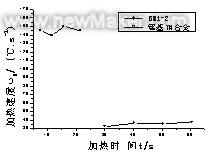 
(c)加热时间对加热速度的影响 (d)加热时间对高温停留时间的影响
图2 加热时间对温度场及钎料润湿性的影响
由图2曲线可以看出,电子束的功率密度没改变,加热速度ωH基本不变,但随着加热时间的延长,热输入量逐渐增加,则钎料的铺展面积s、最高加热温度Tmax 、高温停留时间tH 都明显上升。同时可以看出加热时间对两种钎料的影响程度有所不同,锰基7#合金加热速度ωH比较快,所需加热时间比较短,对加热时间的影响更敏感。
2.1.3 聚焦电流对温度场及钎料润湿性的影响
在工作距离为340mm时,电子束呈表面焦的聚焦电流值为0.565A。在试验中,我们采用的是下散焦方式,焦点位置在试板之下。试验发现,随着聚焦电流的不断升高,电子束的能量密度逐渐增大,铺展面积s、最高加热温度Tmax 、加热速度ωH以及高温停留时间tH 都呈明显上升趋势。同时可以发现,与束流和加热时间相比,聚焦电流对温度场和钎料润湿性的影响要小得多。但是,聚焦电流的调节非常重要,聚焦不当,束流启动的瞬间极易产生钎料飞溅的现象,不利于电子束钎焊继续进行。
综合分析束流、聚焦电流、加热时间对温度场和钎料润湿性的影响,我们发现,BNi-2钎料熔化速度比较慢,需要较长的加热时间,适合比较小的束流。否则,束流过大,钎料熔化时已经发生熔蚀或者母材熔化的现象。而锰基7#合金熔点高,熔化速度很快,需要很短的加热时间,适合较大的束流,否则,束流过小,钎料不易熔化,流动性太差,需要较长的加热时间钎料才能铺展开,容易发生熔蚀或者母材熔化的现象。
2.2 不锈钢真空电子束钎焊组织分析
从BNi-2钎料真空电子束钎焊后的试样中,选取一个钎焊效果良好的试样进行分析,其焊接参数为:加速电压60kV,聚焦电流0.515A,束流8mA,加热时间40s,扫描频率1k。然后进行金相显微镜、扫描电镜(SEM)、面扫描及X射线能谱分析(EDAX)。
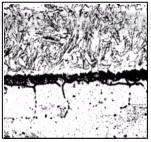
试样金相照片如图3所示。照片上方是钎料区,下方是母材区,中间是钎料与母材的界面区。图中可以看出,母材区存在元素晶间扩散现象。
a)250× (b)400×
图3 VEBB试样金相照片
图4为二次电子面扫描图象,图中白色区域代表元素分布处。(a)、(b)两张照片钎料和母材两部分没有出现比较大的反差,表明Si、Cr元素扩散明显。由钎料和母材的成分可以得知,Cr元素是由母材向钎料溶解,而Si元素则是由钎料向母材扩散。在(c)图中,上方钎料区富集Ni,而下方母材区Ni元素相对低得多,说明Ni元素的扩散不明显。
 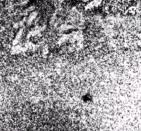 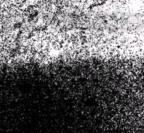
a)Si元素分布 (b)Cr元素分布 (c)Ni元素分布
图4 二次电子面扫描图像
试样SEM图像如5所示,图中各点的X射线能谱分析结果见表3。
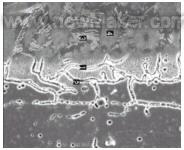
图5 SEM 1700×
表3 SEM图象中各点化学成分(wt.%)
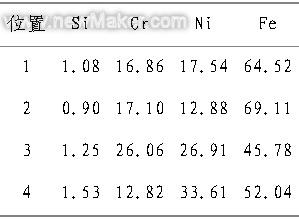 由图4、图5及表3 数据综合分析可知,上方的钎料区有如下组织:(1)灰色圆形的硼化镍相,如图5中位置4;(2)玫瑰花状的硼化铬相,如图5中凸起的深色相;(3)斑纹状的硼化镍和硅化镍相,如图5中位置3;(4)固溶体组织。母材和钎料界面区仍存在硼化镍和硅化镍,只是共晶相的组织更为细小。母材区除了奥氏体组织外,存在硼的晶间扩散区。
2.3 润湿角的测定及分析
在锰基7#合金和BNi-2两种钎料电子束钎焊后的试样中,各选取一个钎焊效果良好的,测定其润湿角,并与真空炉钎焊的润湿角相比较,结果如表4所示。
表4 钎料润湿角测定的试验数据
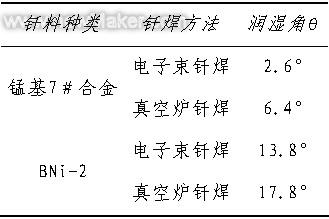 由表4可以看出:
1)电子束钎焊的润湿角小于真空炉钎焊的润湿角;锰基7#合金的润湿角小于BNi-2的润湿角。
2)因此,在不锈钢钎焊中,电子束钎焊的润湿性优于真空炉钎焊的,锰基7#合金的润湿性优于BNi-2的。
3 结论
1)真空电子束钎焊与传统的真空炉钎焊相比,钎料的润湿角明显减小,润湿性大大提高。
2)随着电子束功率密度的增加,钎料铺展面积s、最高加热温度Tmax 、加热速度ωH以及高温停留时间tH都呈明显上升趋势。
3)锰基7#合金熔点高,熔化速度很快,适合很短的加热时间和较大的束流。而BNi-2钎料熔化速度比较慢,适合较长的加热时间和较小的束流。否则,很容易发生熔蚀或者母材熔化的现象。
4)不锈钢真空电子束钎焊中,锰基7#合金的铺展面积明显大于BNi-2的,润湿角小于BNi-2的,说明锰基7#合金在高温状态下对不锈钢的润湿性优于BNi-2。
5)BNi-2钎料真空电子束钎焊不锈钢后有四种组织:硼化镍、硼化铬、硼化镍和硅化镍共晶相、固溶体组织。母材区存在硼的晶间扩散现象。
参考文献:
[1] 刘方军等.不锈钢管板接头的电子束钎焊研究.第九次全国焊接会议论文集(第1册).黑龙江:黑龙江人民出版社,I-561~564.
[2] A.Sakamoto, C.Fujiwara, T.Hattori and S.Sakai. Optimizing Processing Variables in High-Temperature Brazing with Nickel-Based Filler Metals. Welding Journal, 1989.3 :68~71.
[3] E.LUGSCHEIDER, K.D.PARTZ. High Temperature Brazing of Stainless Steel with Nickel-Base Filler Metals BNi-2, BNi-5 and BNi-7. Welding Research Supplement,1983.6:160~164.
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)