|
摘要 基于多弧离子镀金属化技术,结合特殊的封接结构和工艺技术,成功地实现了白宝石输能窗的真空气密封接。通过试验,证明封接的白宝石输能窗具有良好的真空气密性能、抗热烘烤冲击能力和较好的抗拉强度。
关键词 多弧离子镀 白宝石 钎焊 性能 输能窗
引言
输能窗是高峰值和高平均功率真空微波、毫米波器件的关键部件。随着微波频率的提高,人们开始广泛采用白宝石作为微波管输能窗的窗片材料[1]。
白宝石是α-Al2O3单晶。由于白宝石单晶材料熔点高,内部不存在玻璃相,使得它的高温金属化变得十分困难、工艺过程复杂而且技术难度大。为了解决由此而带来的困难,人们希望利用活性金属法实现对白宝石单晶材料的金属化以解决它作为窗片材料的真空封接问题。在二十世纪八十年代初期,中国科学院电子学研究所 [2-4] 曾经利用Ti-Ag-Cu 活性金属粉末法开展过白宝石输能窗的封接实验,并取得了较大进展。但是由于Ti-Ag-Cu活性金属粉末法比较适于平封、夹封结构,当用来封接回旋管输能窗的外套封结构时,在装配过程中,特别容易由于难以避免的刮擦而破坏活性金属粉末涂层,造成被封接件局部漏气,导致封接成品率降低。
本文尝试引入多弧离子镀技术,在较好解决金属化问题的基础上,结合特殊的封接结构和工艺技术来实现白宝石输能窗的真空气密封接。
1 封接结构和工艺
白宝石输能窗封接主要包括封接结构设计、窗片金属化和封接工艺及其控制。如何较好地解决每一工艺步骤的技术细节问题以及各工艺流程之间的相互关系是封接在技术可实现的基础上能否成功的关键。
多弧离子镀是一种使用多靶将金属离子以气态形式沉积到工件表面形成牢固金属化膜的一种物理气相沉积技术,它具有沉积速度快、附着力强、绕镀性好等特点。我们尝试采用这种技术来实现白宝石窗片的金属化[5]。工艺结构设计和技术过程控制必须满足下面三个条件:1.涂层的厚度能够有效控制;2.涂层与白宝石窗片之间有较好的结合力;3.非焊接面不能附有涂层。
图1给出了封接过程中采用的封接装配工艺结构。本实验中采用的结构属于典型的外套封结构。套封间隙距离δ、封接面无氧铜窗框的厚度h和宽度以及如何缓解材料热膨胀性能差异引起焊接过程中产生的应力是焊接是否成功关键技术问题的又一重要方面。
图1 白宝石输能窗的封接结构示意图
1.无氧铜窗框;2.焊料丝;3.白宝石窗片;4.钼丝;5. 支座;6. 钼带
Fig.1 schematic drawing of braze welding of sapphire output window
套封间隙的大小对套封的成败至关重要。从减小封接应力的角度出发,一般情况下间隙应尽可能小,但间隙过小,在瓷件金属化和金属件电镀后,可能装配不进去;间隙过大时,可能失去毛细作用,使熔化后的焊料流失,填不满缝隙而造成漏气,或者在封口处形成较厚的焊料层,增大封接应力,降低了封接件的可靠性。要想给出精确的间隙值是比较困难的,因为它除受到金属零件和陶瓷件的加工精度影响外,还要受其它工艺因素的影响。
无氧铜窗框封接面处的厚度和宽度设计也十分重要。为使金属在较小的应力下具有变形的能力,要求封接面处金属厚度尽可能薄些。具体设计时可综合考虑金属和白宝石之间的应力匹配和金属窗框本身的机械强度选择这一厚度。无氧铜窗框封接面处的宽度则应根据窗片的厚度以及金属和白宝石之间的应力匹配综合考虑。图1给出了这种结构的示意。
牢固封接总希望陶瓷处于压应力状态,所以外套封时金属的热膨胀系数要大于陶瓷的热膨胀系数。在封接高氧化铝瓷时,要力求使金属的热膨胀系数略大于陶瓷,但在金属中产生的应力不应超过它的屈服极限 [6]。对于直径在150mm以下的封接件,两种材料的热膨胀系数差应不大于15×10-7~30×10-7K-1。白宝石和无氧铜的热膨胀系数差为9.8×10-6 K-1。对于图1所示的白宝石输能窗封接件已经超出了正常封接两种热膨胀系数差允许的范围。为了限制无氧铜的过度膨胀,在实验中我们采用了外补偿器(钼带和钼丝),以修正其给封接带来的不利影响。
封接工艺及其控制是实现成功封接的另一重要环节。装配模具的设计、封接零件的清洗、外补偿器材料的选择及固定手段、封接温度和保温时间、封接气氛以及升温过程控制等因素都对焊接成功与否有不同程度的影响。只有在每一步工艺细节和他们之间的相互影响得到合理解决时,焊接才能获得成功。
在较好解决了上述问题及其它们之间的相互影响后,我们重复多次成功地完成了直径为Φ44mm的白宝石输能窗的封接。封接结果良好,焊料浸润正常,封口气密性良好,氦漏率Q≤5×10-9Pa・L/s。
2 抗热烘烤冲击和抗拉强度试验
从已经封接好的输能窗中随机抽出一个作为抗热烘烤冲击试样。首先将该试样存放在储存室里,每隔2天进行一次抗热烘烤冲击实验。实验在真空炉中进行,真空度保持在5×10-3Pa左右。首先将试样升温至500℃保温10小时,随后降温至400℃保温8小时,之后再升温至500℃保温10小时;试验中平均升温速率为1℃/min,平均降温速率为1℃/min;当温度低于80℃后自然降温。试验重复进行了5次。每次试验结束后,用氦检漏仪进行检漏。试验结果表明,氦漏率保持为Q≤5×10-9Pa・L/s不变。
测试封接抗拉强度的拉伸试样采用了夹封结构。试验共对13个封接试样进行了抗拉强度测试。结果表明全部试样都是在白宝石单晶处断裂,没有一个试样在封接界面处断裂。这说明焊料与无氧铜和白宝石的结合强度大于试验选用的白宝石试片的抗拉强度。典型断口形貌如图2所示。试验表明试样的最大抗拉强度为62Mpa,由此可推断无氧铜-白宝石封接抗拉强度大于62Mpa。

图2 无氧铜-白宝石抗拉强度典型试样断口形貌
Fig.2 Picture of fracture surface of tensile sample
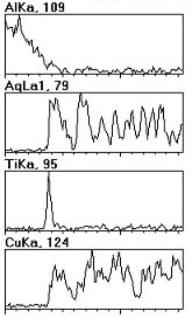
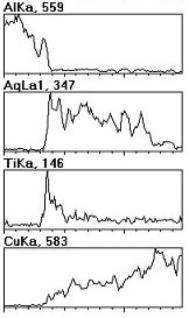
此外我们解剖了试验中封接气密和不气密的白宝石输能窗,分析了封接界面处的Al、Ag、Ti、Cu等元素的分布,如图3所示。图3(a)、(b)是封接不气密件的结果,(c)、(d)是封接气密件的结果。其中(a)、(c)是封接界面处的显微相貌,(b)、(d)是两种封接件沿(a)、(c)中画线部位的各种元素分布曲线。
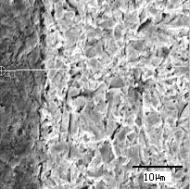 
(a) (c)
(b) (d)
图3 封接区成分分析
(a、b)不气密封接件;(c、d) 气密封接件
Fig.3 Elements analysis in the braze welding zone
从图中可以看到,封接区从左到右可以分成四个区域,白宝石区、Ti镀层区、
Ag-Cu焊料区和无氧铜区。其中Al元素几乎全部存在于白宝石单晶一侧,而Ag元素几乎全部存在于银铜焊料区。对于Ti元素,在不气密封接件中,Ti元素存在于白宝石和银铜焊料区之间,向两侧区域的扩散不明显。在气密封接件中,Ti元素明显地向白宝石和银铜焊料区扩散。由于Ti元素的扩散,与银铜焊料形成合金,进而与白宝石发生化学反应,形成化学键链接。同时通过Ti元素扩散的中介作用,使得Ag-Cu焊料能够在白宝石和无氧铜之间流散渗透,保证了白宝石和无氧铜之间的气密封接。
图4为封接好的蓝宝石输出窗实物照片,目前这种输出窗已经成功应用在大功率毫米波回旋管放大器上,使用效果很好。

图4 回旋管蓝宝石输出窗实物照片
Fig.4 Picture of finished product of sapphire output window
3 结论
通过多弧离子镀金属化白宝石窗片,结合合理的工艺结构和模夹具设计以及工艺过程控制,成功地实现了白宝石输能窗的真空密封封接。结果表明,焊料浸润正常,封口气密性良好,氦漏率Q≤5×10-9Pa・L/s。经过5次对试样500℃保温10小时-400℃保温8小时-500℃保温10小时的抗热烘烤试验,氦漏率保持为Q≤5×10-9Pa・L/s。试样抗拉强度试验表明,焊料与无氧铜和白宝石的结合强度大于试验选用的白宝石试片的抗拉强度。封接好的白宝石输能窗已经在大功率毫米波回旋管放大器上成功得到应用,使用效果很好。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)