|
在激光气体保护焊接技术中,随着激光射束的发射同时还有两束气体保护焊电弧也作用在熔池中,三个焊嘴同时集成在一个自动焊的焊头中,附加的焊接电弧使激光气体保护焊接技术与传统的激光复合焊接技术有了本质的区别。
激光焊接技术与电弧焊接技术之间一方面有着激烈的竞争,而另一方面两者之间的结合又有着创新性的效果。在所谓的激光气体保护焊接技术中,两者的结合具有更高的焊接效率,而且还可节省成本。在2001年的焊接与切割专业展览会期间,Fronius公司首次展示了实用经济性的激光保护气体焊接设备。从那时起,共有65套这样的焊接设备投入到汽车工业大批量生产的工业化应用之中。在汽车的生产制造中,这些激光保护气体焊接设备用于铝合金和钢材的车轴、车门以及车顶框架等结构的焊接,最大焊接板材厚度可达4mm。
新型激光气体保护焊的研发
Fronius公司计划在2009年,将激光和两个保护焊电极的焊接、切割设备投放市场。该系列设备采用的激光气体保护焊接技术综合了激光焊接和气体保护焊接两种焊接工艺技术的优点。其应用的多样性和特定的优点源于激光和气体保护焊焊嘴共居于一个自动焊头中,同时激光焊接光束和两条气体保护焊的电弧共同作用于焊接件的熔池中。
第一次将激光焊接和气体保护焊融合在一起的焊接试验可以追溯到20世纪80年代。但是20年来,这一技术一直徘徊在实验室中,始终没有迈出实验室的大门。在这一复合焊接的工艺技术中,激光光束和保护焊电弧同时作用于焊接件的焊缝处。激光光束以极高的能量深深地熔化到焊接件的内部;MSG气体保护焊接系统则在发出焊接电弧的同时连续输送焊材,形成一个宽平的表面焊缝。这种复合焊接技术综合了激光焊接的优点(焊接速度高、焊接热影响区域小、焊缝深)与气体保护焊的优点(很好的焊缝连接能力、很高的焊缝强度以及可以通过使用的焊材,有目的地改善焊缝质量的能力)。
根据激光气体保护焊应用经验,用户希望激光气体保护焊设备功能更强大,重点是要解决对厚度较大的钢板进行焊接,有更好的熔化方式和更快的焊接速度。根据Fronius公司技术人员的工艺分析和使用评价,认为激光加上两个保护焊电极的复合焊接技术是最佳的解决方案。在这一方案中,最主要的问题是:将激光焊嘴与两个气体保护焊的焊嘴集成在一个尽可能小的自动化焊头中,激光焊接光束和电弧之间的间距应尽可能小(如图1)。除了焊接技术的因素之外,焊头的大小和运动性能、可接近性能都是需要解决的技术问题。
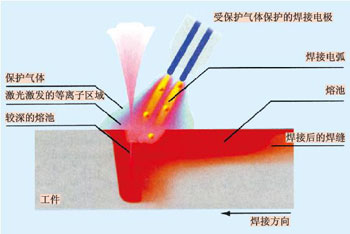
图1 激光气体保护焊的熔池
激光光束的主要任务是解决熔深问题,前后两个补充焊材的气体保护焊焊嘴以很高的熔化功率填满焊缝。利用这样的焊接工艺技术可以在高速焊接过程中一次完成厚度为8mm的钢板焊接。在机床和设备、高压容器和钢铁工业及铁路机车等制造业中,利用这一激光气体保护焊接工艺可以对结构钢、铁素体/奥氏体铬镍钢以及双相钢进行焊接(如图2)图2是长1m、厚2mm的钢板工件,焊接速度为4.2m/min,激光功率为3.7kW。

图2 采用激光气体保护焊的工件
新研发的激光气体保护焊焊头将原来两种焊接工艺技术各自的优点充分结合在一起。同时,新控制软件也将更好地协调两种焊接技术的同时工作,控制着焊接过程中的各种参数。与传统的激光焊头和气体保护焊头相比较,用户期望这一焊头能用于5种不同的焊接工艺之中:纯激光焊接、激光+钎焊、激光+一个气体保护焊、激光+两个气体保护焊、一个或者两个气体焊。
未来,熔化功率的大小将不再是影响焊接效率的主要因素。新的焊缝几何形状、新的焊头材料以及焊嘴材料的组合,将是影响熔深和单位时间内焊缝长度的主要因素。
与原来老一代的激光气体保护焊复合工艺技术相比,新一代的激光气体保护焊接工艺技术具有更高的生产能力。其有多个供电电源,从总功率大小的角度来看,与纯激光焊接设备相比其采购成本更低;与双焊嘴的气体保护焊相比较,它的保护气体和焊接辅料的使用费用更省;以焊缝的长度为基础进行比较,支付的人工费用更低。
节省了焊缝坡口的处理费用
焊材的化学成分在冶炼时是可以调整的。例如,若焊材只在气体保护焊接时使用,则可通过增加某些化学成分提高其韧性,明显地提高焊缝的抗冷裂性能。同时,还有助于提高熔池中金属熔液的流动性。新型激光气体保护焊技术允许被焊件焊接坡口的公差较大,这也大大方便了焊缝的准备工作,不像纯激光焊接那样有着严格的公差要求,从而节省了坡口准备费用。
与气体保护焊相比,新型激光气体保护焊技术传导到母材中的热能也较少,从而减少了母材的变形,降低了焊接后的工件校正工作量。在角焊时,焊缝机械强度相同的情况下新型激光气体保护焊的焊缝体积较小。与传统角焊时焊缝位于角焊工件的表面不同,在激光的作用下,新型激光气体保护焊的焊缝深达焊接件内部,不再仅仅是焊接在角焊件的表面。同样是4mm的熔深,普通角焊的尺寸是4mm,而新型激光气体保护焊的这一尺寸只有2mm,另外的2mm深达工件内部(如图3)。这一效果还带来了较小的焊接变形,使焊接件的装配性能更好。
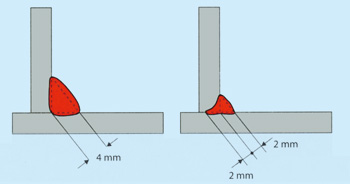
图3 普通角焊与激光气体保护焊的对比
在单、双气体保护焊嘴的新老激光气体保护焊技术的直接对比中,下列数据明显的说明双焊嘴的优势:可焊接焊缝宽度提高25%;焊接速度提高50%~100%;焊接速度相同时,焊接的焊缝容积增加50%。
在机械制造最典型的角焊缝焊接中,这一焊接工艺技术在两块厚2mm的钢板角焊中的焊接质量明显提高。高集中度的激光光束形成了样板式的深层熔池,两个气体保护焊焊嘴形成了最佳的表面覆盖焊缝,一深一浅,配合的完美无缺(如图4)。
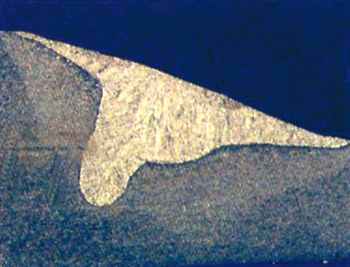
图4 搭接接头的角形焊缝
新型激光气体保护焊的高效率
在经过大量的实验室试验之后,Fronius公司的研发设计人员也证实了新型激光气体保护焊技术的经济优势:仅焊接材料一项,例如使用G3Sil材料,企业对激光气体保护焊投资就可以在5~10年的时间内收回。
由自动化焊接设备带来的高速度也给激光气体保护焊接技术增色不少。例如,长期以来一直采用4台气体保护焊接设备对压力容器(如图5)进行焊接,利用激光气体保护焊技术则只需要1台焊接设备就可以完成全部的焊接任务,同时焊接面积也减少75%,显著降低了焊接生产的成本。再加上减少了生产操作人员,从4个人减少到1个人,也可为企业减少人工费用。从整个固定成本和变动成本的角度来考虑问题,激光气体保护焊接设备的投资回收期少于2年。在未考虑激光气体保护焊接设备占用的生产场地更小这一因素时,双焊嘴的气体保护焊与双焊嘴的激光气体保护焊之间的比较结果如图6。

图5 采用激光气体保护焊的直径400mm的容器
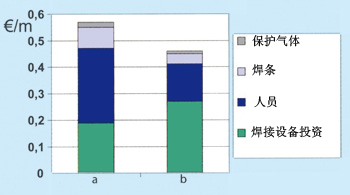
图6 MSG气体保护焊(a)与激光气体保护焊(b)每米焊缝的费用对比 a:2台焊接设备 焊接速度为2m/min b:1台焊接设备 焊接速度为4m/min
在2009年的焊接与切割技术展览会上,观众将会看到具有实际应用意义的激光气体保护焊接设备在控制程序的指挥下完成实际焊接。控制程序将在现阶段的基础上对焊接参数、焊接流程以及焊接设备进一步优化。未来,单气体保护焊嘴和双气体保护焊嘴的激光气体保护焊系统将会是激光焊接设备投资者关注的重点。因为更高的激光工作效率和新型的光导纤维以及沙本激光技术将会使激光设备的采购成本再降低20%~30%。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)