|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
捷制500MW机组负荷摆动分析处理 |
|
|
| 捷制500MW机组负荷摆动分析处理 |
|
作者:佚名 文章来源:不详 点击数: 更新时间:2008-9-26 19:51:20  |
|
针对捷制500MW机组自投产以来存在的负荷摆动的原因进行了分析,找出负荷摆动的原因为高调门伺服机反馈套型线斜率小,电液转换器故障,主同步器跟踪不良,高调门门杆断裂或锁母脱落,高调门门杆转动导致锁母、马蹄销磨损,压力油管漏油,调速部套磨损、迟缓、排空不畅,采取了相应的对策和措施。
关健词:捷制500MW机组 负荷摆动 原因分析 处理
1 前言
捷制500MW机组调节系统为旋转阻尼液压调节系统,正常运行中由电液调节系统共同完成机组的调节任务,而液调处于跟踪状态,即主同步器跟踪电液转换器。液调系统主要部套有旋转阻尼、一次变换器、主同步器、辅助同步器、二次变换器、高中压调汽门伺服机等,电、液调节系统由电液转换器来联系。一次变换器感受旋转阻尼的一次油压变化或由主同步器、辅助同步器调整将一次油压的变化变换为二次油压,二次油压控制高压调汽门;二次变换器感受二次油压变化将二次油压的变化变换为三次油压,三次油压控制中压调汽门。
自投产以来,两台机组多次发生负荷摆动的故障,摆动幅度在40-70MW之间,造成AGC无法正常投运,影响电网的安全运行,针对这一故障,进行了大量的试验分析,进行了相应的改进和处理。
2 负荷摆动的原因分析
通过大量的试验分析,调节系统的摆动属于自激振荡,造成自激振荡的主要原因与液调系统的非线性环节和干扰有关,高调门门杆断裂、锁母脱扣、磨损引起高调门的失控也是一个重要原因。
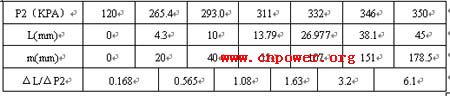
2.1 因二次油压较高区域内反馈套型线斜率过小,反馈量不足,高调门伺服机摆动。其静态特性如下表:

从带负荷试验看,当二次油压>325 KPA以后,ΔL/ΔP2均为设计值的2-2.5倍。这也说明了反馈过小,即反馈套特性与机组流量特性不匹配。
从动态特性看,反馈过小不利于系统稳定。当机组处于阀门手控状态时,虽然调节系统一般不会出现摆动现象,但在投入闭环控制时,因反馈量偏小,系统增益大,电调输出量在克服非线性环节如死区、迟滞范围后,实际作用量很小,此时调门已产生过调。机组运行表明,当二次油压变化小于3 KPA时,调门一般无响应;而当二次油压变化到4KPA时,调门就会出现过调,进而会造成系统自激振荡。
2.2 高调门伺服机反馈滚轮轴、内孔、反馈滑块磨损配合间隙大,高调门伺服机摆动。反馈机构由反馈错油门、杠杆机构、反馈套、平衡弹簧组成。反馈的过程为,当二次油压增加时,差动阀下移,打开反馈错油门的中间油口,压力油进入伺服机活塞下部,使其向上移动,这样反馈套对杠杆滚轮的作用力减小,反馈错油门在下部弹簧作用下也向下移动,逐步关小伺服机进油,同时带动反馈杠杆也跟踪反馈套向上移动,直至伺服机进油口全部关死,反馈杠杆滚轮与反馈套正常接触伺服机达到新的平衡状态为止。
在几次检修中,对2、3号高调门伺服机的反馈滚轮轴、内孔、反馈滑块进行了测量,发现最大磨损间隙达50多丝,在反馈过程中必须走完间隙行程才进行反馈,出现调节不灵敏、过调、振荡一系列问题。
2.3 电液转换器是由电信号控制一个碟阀,将电信号转换成液压信号。电液转换器特性不良,电信号或碟阀摆动,电液转换器运行中存在过调又回调的现象,调整过程中摆动。
2.4 主同步器在机组运行中直接参与电网二次调频。在电液并列调节时,主同步器为“慢速”电液转换器,跟踪电液转换器变化改变机组负荷,其中主同步器的位置高于一定二次油压下10%左右,这样可保证在正常调节过程中机组负荷仅受电调控制。
主同步器特性与阀门手控特性匹配不好时,会造成运行中实际上主同步器起主导作用。主同步器跟踪不良,运行中加减负荷时主同步器存在迟缓,不能及时跟踪电液转换器。
2.5 高调门门杆断裂、锁母脱落或马蹄销、锁母磨损
下面为历年来高调门门杆断裂和锁母脱落情况统计表:
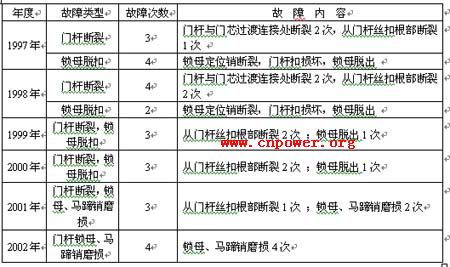
从以上高调门门杆出现的故障综合分析,发现存在如下问题:
(1)传动装置存在的问题:
在历次调门的检修中发现,传动杆的导向部分有严重的磨损现象,经分析,传动装置存在以下不合理因素:传动杆的轴承位于油动机壳体和调门复位弹簧内,在机组的运行过程中无法定期加注高温润滑脂,当机组运行一段时间后轴承易损坏抱死,使传动杆在调门开启过程中由上、下的直线运动变成圆弧运动,使门杆锁母受一个侧向力的作用,最终导致门杆从丝扣根部疲劳断裂。
(2)传动杆和门杆装配上存在的问题:
1)传动杆和门杆在装配上存在以下问题:
马蹄销平面和门杆锁母下平面的配合间隙仅为0.02mm,锁母在装配后在周向和轴向都不能转动或移动,而门杆与锁母的配合间隙为0.30-0.40mm,装配后门杆有晃动现象,所以当门杆在汽流的冲击下可造成高频振动,从而导致锁母销剪断、锁母脱扣。
2)为了防止马蹄销在运行中脱出,采取了在外部点焊的限位方式,当两个马蹄销由于装配或加工误差的原因使锁母在轴向受力不匀时,马蹄销不能周向转动,即不能在运动中自动平衡受力。因此锁母在调门反复开关过程中,在侧向力的作用下易从丝扣根部断裂。
3)门杆锁母与马蹄销装配间隙较大时,运行中在高压蒸汽的冲刷下造成门杆高速旋转,使锁母、马蹄销磨损严重磨损脱落。
2.6 调速部套磨损、迟缓
继动器滑阀、差动滑阀、反馈滑阀及配汽机构连接部件均存在磨损的可能。从大量的试验分析看,尤其油动机活塞运行工作位置长期处于调整状态,在弹簧作用力偏斜、滑阀四周油压分布不均、油流反作用力、过封度不合适的情况下,由于其负载大,极易产生局部磨损。一旦出现磨损就会出现卡涩及调节品质的恶化,增加了系统的非线性。
(1)弹簧作用力偏斜产生的迟缓。在调节系统中广泛作用着弹簧。当弹簧的两端不平行或弹簧的中心有偏斜时,滑阀在移动过程中,就会受到侧向作用力,从而产生偏斜。若在滑阀端面上有油压作用力,产生一个力偶,使偏斜加剧,在滑阀凸肩边缘和套筒壁面之间产生很大阻力,使迟缓增大。
(2)滑阀四周油压分布不均引起的迟缓。由于滑阀四周的间隙存在漏油,当漏油沿四周分布不均匀时,沿滑阀圆周上的压力分布也不均匀,由此产生侧向力作用。
2.7 调节系统排空不畅
如调节系统存在空气时,会造成系统容积常数增大,使原来的惯性环节变为振荡环节,极易产生系统振荡。同样,当油动机活塞腔室及继动器内积存空气时,也会造成系统波动,尤其是2、3号高调门活塞顶部的空气不易排尽,这也会激发自激荡。
2.8 压力油管漏油也会造成调节系统摆动。
3 调节系统负荷摆动的处理措施
根据存在的问题,针对性的采取了以下的处理措施。
(1)反馈套型线改进
反馈套型线为非线性曲线,与配汽机构阀门流量特性相匹配,保证了二次油压与功率的线性关系。改进后的高调门静态特性如下表:
改进后的反馈套型线使机组在正常运行中,油动机在107-151mm的范围内其反馈系数增加了一倍。增加反馈相当于减小了液压系统的增益,又增加了其响应速度,改变了系统时间常数,对提高系统的稳定性有较大作用。同时也使系统静态特性与设计要求相符。改进后,在二次油压相当于改前317-338 KPA 的范围内,系统的反馈系数保持在相当于改前317-326 KPA范围内的对应值。这样,即使二次油压较高时,系统也能保持稳定运行。
(2)对高调门伺服机的反馈滚轮、反馈滚轮轴、反馈滑块进行了更换,保持配合间隙在0.04-0.08mm范围内,并对反馈滚轮、反馈滚轮轴、反馈滑块配合表面进行渗氮处理,增加耐磨性,每隔一年利用大中小修更换一次。
(3)对特性不良的电液转换器进行更换,检查更换有问题的电缆。
(4)将主同步器开度开到96%后主同步器电机停电,机组冲转、加减负荷只由电液转换器控制,主同步器不参与跟踪。避免运行中加减负荷时主同步器存在迟缓,主同步器跟踪不良。
3.5 对传动杆和门杆装配进行改进:
(1)锁母改进:单锁母改进为双锁母装配,锁紧锁母锁紧后将两锁母点焊加固,同时将锁母与门杆丝扣的配合间隙保持在0.05-0.10mm的范围内,增加两者的配合紧力,可消除门杆的晃动现象。
(2)马蹄销和装配尺寸的改进:在马蹄销一侧周向铣一8mm的槽,在传动杆上相应部位打φ8的孔,装配后用φ8的合金圆柱销限位,同时对门杆锁母与马蹄销的配合间隙进行测量,使其保持在0.15-0.20mm的范围内。这样,当锁母下端面受力不均时,可确保马蹄销周向转动,自行平衡受力,消除门杆头部侧向力。
(3)传动杆和门杆装配方式的改进:传动杆和门杆装配方式改进为键连接,在门杆端部加工12×40×8的键,在传动杆端部加工13×45×10的键槽。
(4)除以上的改进措施外,必须利用每次的检修,对高调门传动杆轴承进行检查,加注二硫化钼脂,确保轴承转动灵活。
3.6 加强油质管理,保证滤油机连续运行,大中小修后,油循环油质不合格严禁向调节系统通油;更换磨损的质量不合格的滑阀;将弹簧改进为自动对中弹簧,上部弹簧拉杆采用活动球形接头,紧固螺母垫有球面垫片,消除了弹簧作用力偏斜;滑阀设计均压槽,提高了滑阀的灵敏度,减少局部磨损。
3.7 在油动机活塞腔室及继动器的最高点加装排空螺钉,进行连续排空,确保排空畅通,避免调速系统积存空气。
3.8 对压力油管进行打压查漏,更换漏油的压力油管
4 效果
以上的改进措施在两台机组的历次检修中已逐步实施,从2003年下半年后,两台机组未发生负荷摆动的故障现象。
5 结束语
由于捷制500MW机组调速系统结构复杂,造成负荷摆动的原因也是多方面的,为了更大的发挥大机组在电网中的应有作用,稳发多供,除严格日常的检修管理比如状态检修和点检定修制外,还要不断地努力探索新的途径和经验办法去避免机组的负荷摆动。
|
|
| 文章录入:admin 责任编辑:admin |
|
|
上一篇文章: 俄供TBB-500-2EY3型汽轮发电机定子线圈端部磨损原因分析及处理
下一篇文章: FK4E39型汽动泵汽泵密封水改造 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



