|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[组图]铝钎焊技术在电子产品中的应用 |
热 ★★★ |
|
| 铝钎焊技术在电子产品中的应用 |
|
作者:未知 文章来源:网上搜集 点击数: 更新时间:2007-6-16 11:04:47  |
|
|
摘 要:主要介绍了电子产品中使用的铝合金散热器、冷板和平板缝隙天线等工件的铝钎焊技术,对钎焊接头与夹具、工艺参数和加工过程进行了较详细的论述。
关键词:铝合金;炉中钎焊;夹具
1引言
由于铝合金密度小、耐腐蚀、导热和导电性好,且具有一定的比强度,铝合金材料应用范围不断扩大,电子设备中散热器、冷板和平板缝隙天线基本上采用铝合金钎焊结构。
散热器、冷板体积大,对钎缝成形和变形有一定要求,液冷系统中的冷板要求能承受0.4MPa的工作水压,根据不同要求可选用炉焊、真空钎焊工艺,其中真空钎焊适合质量要求高的零件。
平板缝隙天线由1mm厚的辐射板、隔板、底板组成的共壁波导阵和馈电波导焊接成形,该天线结构复杂,目前国内外对此零件通常以数控加工成形,装配后采用盐浴焊、真空钎焊等几种焊接方式整体焊接,在制造工艺上存在一系列问题,尤其是天线的组合钎焊,波导作为微波传输通道,它要求有严格的截面尺寸、形位公差要求,钎焊后不仅要有合适的内腔圆角,同时不能在内腔形成金属堆积、熔蚀等缺陷,更不能有未焊上的钎缝和截面的翘曲变形,任何加工不合适都会影响天线的相位和驻波,所以这些结构特点给平板缝隙天线加工带来了很大的难度。
2 铝钎焊原理
2.1 空气炉中钎焊
空气炉中钎焊是最简单的炉中钎焊方法。钎焊时把装配好并加上钎料及钎剂的工件放入电炉中,工件被加热到钎焊温度后,依靠钎剂去除母材表面的氧化膜,使钎料流入接头间隙。取出冷却后便形成钎焊接头。
由于炉中钎焊的加热周期较长,为了减少工件氧化,防止钎剂蒸发和丧失活性,应尽量缩短工件在高温下停留时间,钎焊工件的加热时间根据工件和夹具的大小而不同,一般通过试验确定。空气炉中钎焊设备简单,成本较低,加热均匀,变形小。但最大的缺点是钎焊过程中母材暴露在空气中,钎剂会发生严重的氧化,如果采用氮气保护效果会更好。另外由于氯化物钎剂钎渣的强烈吸潮性,钎焊接头易发生腐蚀,所以铝钎焊使用的钎剂最好是无腐蚀钎剂,其中QF型[1,2]钎剂是氟化物钎剂,它由KF及ALF3组成,当KF为45.8%、ALF3为54.2%时,钎剂中将不存在KF及ALF3,而全部形成 K3AlF6-KAlF4,由相图可知其共晶温度为562℃。该种钎剂不吸潮,在室温下不与水和铝发生反应,仅在钎焊温度附近有活性,焊后残渣不会引起腐蚀,在钎焊过程中去膜能力强,钎焊后接头耐蚀性好,钎缝致密性好,能用于铝合金空气炉中钎焊,但如果在潮湿的空气中加热这种钎剂时,钎剂成分要发生变化而影响去膜能力。另外,各个厂家生产的钎剂质量相差较大,在加热时间较长时尤其明显,有的钎剂根本不能完成钎焊,文献[3]指出,在加热温度、焊前清洗等正常情况下,钎剂质量波动是造成钎焊质量大幅度波动的主要原因。
2.2 真空钎焊
真空钎焊是为适应宇宙航空、海洋开发、原子能、电子工业及化学工业的需要而发展起来的一种较新的钎焊方法。真空焊接过程不需要钎剂即能连接铝钛等高活性金属,同时能保证获得精密光亮的接头,此接头具备优良的机械性能和抗腐蚀性能。真空钎焊是在真空炉中进行,随着真空炉性能价格比的不断提高,铝真空钎焊炉已在民品、军品工业中得到大量应用,铝真空钎焊相比盐浴钎焊和钎剂钎焊具有明显的优点:1)无毒和无污染;2)不使用钎剂,不存在焊渣,无需焊后清洗,节约人力物力;3)在真空中加热,没有氧化问题,可以加工很大的工件;4)加热均匀,变形量小,可以做到焊后不修整,这对于焊后难于清洗和修整的高精度铝波导是非常必要的,同时对于风冷散热器、水冷冷板的钎焊也比较适合。真空炉由真空室、加热器、控制系统和配套的真空系统组成。现在主流的铝真空钎焊为冷壁炉,采用水冷炉壁,生产条件好,钎焊的工件质量高,适用于小批量、多品种零件的加工。
3 工艺过程
3.1 基体材料、钎料及使用
表1是几种常用钎焊基体材料、钎料的物理和机械性能。由于LF21、LD31铝合金材料的固相线温度比其他铝合金高,比较适合铝合金高温钎焊,LF21铝合金适用于各种结构件,而LD31铝合金可热处理强化,其加工性能、抗腐蚀性能、力学性能良好,适用于真空钎焊后需热处理强化的结构件,如平板缝隙天线等。在散热器、冷板加工过程中发现10mm左右的铝合金原材料有一定的变形,会影响装配过程和钎焊质量,也增大后续铣加工量,冷校平很难解决这一问题,通过试验采用热校平工艺很好地解决了此问题。
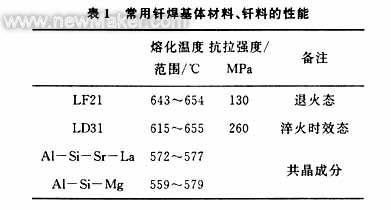
钎料是钎焊工艺中的关键连接材料,Al-Si、Al-Si-Sr-La共晶钎料适合于空气炉、气体保护炉有钎剂钎焊,目前使用的为Φ1.5mm的盘状钎料,为了使钎料贴近钎缝形成满意的焊缝,要求钎料必须直,在校直过程中我们采用退火工艺后拉直,现在钎料可以做的很直,有利于钎焊质量的提高。Al-Si-Mg钎料及复合钎料板适用于真空钎焊,在钎料中加入一定量的Mg,可以提高局部去膜效果。
3.2 钎剂和活化剂
铝合金表面氧化膜致密稳定、熔点高,在普通钎焊温度下不易分解,在空气炉、气体保护炉钎焊必须使用钎剂,QF型氟化物钎剂有较强的去氧化膜能力,但其机理目前尚不清楚,有人认为主要是氟铝酸钾能溶解氧化铝膜,且常温下不与水反应,我们用的就是带水的浆状钎剂。铝的真空钎焊由于铝的氧化膜在真空中也很难分解,所以在很长的一段时间内没有取得进展,直到提出采用所谓金属活化剂后,铝的真空钎焊才被实现。试验表明,Mg是铝真空钎焊最好的活化剂,通过加入镁可以获得良好的钎焊性能和优良的钎焊接头。
3.3 工件结构特点的分析和加工过程
3.3.1 工件结构特点的分析
由于各工件技术要求不同,加工工艺也不一样,合理的钎焊接头设计十分必要,通过对散热器、冷板和平板缝隙天线各自特点的分析,提出如图2的结构形式。

空气、氮气炉钎焊散热器采用铣定位槽结构,该结构定位可靠,钎剂和钎料添加位置合理,大面为整体材料,变形易控制,已在生产中大量采用。
真空钎焊散热器、冷板采用复合钎料板夹在基材中的夹层结构,该结构由于利用了复合钎料板良好的钎焊性能,只要控制好工艺,钎焊质量易保证,但对上面结构的散热器要兼顾钎料流淌和强度,温度过高,钎料流淌严重,温度过低,强度不易保护。真空钎焊平板缝隙天线采用扭式榫头,中间夹钎料箔的结构,该接头相比目前常用的胀铆榫头结构,减少铆接应力,加工也比较方便。
3.3.2 典型工件的加工过程
空气(氮气)炉钎焊散热器、冷板的工序为:1)热校平;2)焊前清洗、零件铣成形;3)装配、加钎剂钎料(不需要烘干);4)钎焊;5)清洗;6)机加工成形。
真空钎焊散热器、冷板的工序:1)零件成形; 2)焊前清洗、钎焊; 3)机加工成形。平板缝隙天线的工序为:1)数冲阵面板成形、波导等零件铣或线切割成形;2)焊前工件、钎料表面处理,尤其线切割面的处理;3)装配钎焊成形,包括夹具设计;4)校形;5)电性能测试。
3.4 夹具设计
铝合金钎焊一般要加热到600℃左右,在这个过程中,工件易变形,尺寸精度不易保证,同时为了保证钎焊间隙通常要采用夹具,铝合金钎焊夹具材料一般采用不锈钢,有特殊要求时也可以选用其他材料作为夹具材料。采用不锈钢夹具材料时,由于不锈钢和铝合金的热膨胀系数不同,LF21的热膨胀系数为25×10-6/℃,1Cr18Ni9Ti的热膨胀系数为18×10-6/℃,工件从25℃加热到600℃时,当所限制尺寸为100mm(散热器)时,铝合金与不锈钢的膨胀量差为0.4mm,当所限制尺寸为600mm(如平板缝隙天线)时,膨胀量差为2.4mm,在钎焊温度时由于不锈钢的刚性远大于铝合金,所以铝合金会产生变形。另外,工件在加热和冷却过程中由于速度不均匀也会产生变形。夹具设计时根据工件不同要求,在考虑定位需要的同时还必须考虑以上因素。
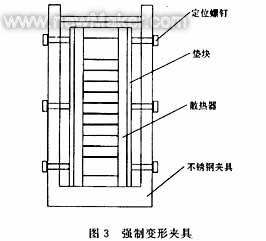
散热器、冷板钎焊主要对加工大面的平面度、侧板与底板垂直度、焊缝间隙有要求,其他要求不十分严格,采用强制变形夹具可以满足使用要求,图3为强制变形夹具的使用状态,待焊件依配合尺寸而紧固于夹具体内,在钎焊过程中,被焊件的变形行为始终受夹具的限制,即随夹具的变形而变形,这样在焊后其配合尺寸即为夹具尺寸。由于夹具的刚性远大于铝合金,因而配合尺寸基本可以保证。另外为了降低工件的冷却速度,设计一个冷却罩,在工件出炉后立即罩上,使工件与冷空气热交换减少,达到使工件均匀冷却,减少变形的目的。
对于平板缝隙天线这类工件,不仅有配合尺寸要求而且对外形尺寸精度要求高的零件,采用强制变形夹具就不能满足要求,当所限制长度方向尺寸为600mm(天线)时,膨胀量差为2.4mm,可能引起的变形量就达2.4mm,而厚度方向尺寸为10mm时,可能的变形量为0.04mm,这对于壁厚为1mm,尺寸公差为0.05mm的波导来说,这种变形是不允许的,必须考虑别的结构形式的夹具,如文献[4]提出的柔性夹具。
3.5钎焊设备
(1)KBC-L型铝钎焊空气炉的主要结构组成,该炉由控制系统、可动炉体和推车三部分组成,如图4所示。钎焊炉工作方式为:炉体预热→炉罩上升→推车移出→工件放置→推车复位→炉罩下降→钎焊出炉。

该炉温测控系统主要由Al人工智能工业调节器、小型圆图温度记录仪、可控硅模块、各功能按钮及仪表等组成。将设定值输入Al人工智能工业调节器(温度和时间),由调节器控制可控硅模块,通过调整一个固定的时间内可控硅通断比例来实现输出功率大小变化,从而达到连续调节加热炉功率的目的。小型圆图温度记录仪通过热电偶的转换,可分别记录炉膛温度和钎焊工件温度(模拟)与时间的曲线,有利于钎焊工艺的分析和参数的调整。该控制系统具有测温精度高,控温性能好,操作方便等优点。现在采用三温区控温的氮气炉性能更好,钎焊的散热器质量更高。
(2)铝真空钎焊炉,这类钎焊炉采用多温区控温,炉温均匀性为±5℃,工作真空度≤1.3×10-3Pa,最适用于复合板(带钎料)结构工件的钎焊。在民品、军品生产中得到广泛应用,如空分设备中的换热器、汽车和电子设备的散热器等,但对于特殊结构工件(如平板缝隙天线)的钎焊需要采用特殊工艺。
3.6 钎焊规范
3.6.1 空气炉加热规范和清洗工艺的确定
由于该工件厚度较厚、体积较大,采用硬加热规范,把炉膛温度预置到650℃,然后把安置好钎料和钎剂的工件放入炉膛进行加热,待工件温度上升到600℃即可出炉冷却。钎焊后的工件在20%左右的硝酸溶液清洗,可以得到满意的清洗效果。
3.6.2 真空钎焊规范
为保证工件钎焊质量,要严格控制工件、钎料焊前表面处理(包括必要的机械清理),缩短焊前装配时间,在真空钎焊过程中,真空度控制在1.3×10-3Pa左右,钎焊温度为600℃,加适量镁,钎焊时钎料的润湿和接头形成是一快速过程,约需要1秒钟,因此保温时间主要由整个零件加热到钎焊温度所需的时间及氧化膜层消散所需时间决定,如果保温时间过长,工件易形成熔蚀。
4 试验结果及讨论
4.1 外观检验
在空气炉中钎焊散热器的过程中也发现部分工件有少量熔蚀、钎缝成形欠好和变形等缺陷,经试验分析认为产生熔蚀的主要原因为加热时间过长,钎缝成形欠好的原因是钎剂质量不稳定,产生变形原因为夹具设计不完善,针对产生问题的原因采取相应措施后钎焊的散热器、冷板,钎缝经目测检验,圆角形成良好,钎料熔化完全,无熔蚀现象,钎焊后工件大面的平面度≤1mm。平板缝隙天线20根波导阵中的波导内圆角≤0.5mm,波导内表面光滑,钎缝成形较好,辐射面平面度≤0.2mm,基本达到设计要求,其中馈电部分有所欠缺,主要问题是部分尺寸有偏差和部分钎缝结合不好,大小H-T组成的功分网络钎焊质量有待提高。
4.2 钎焊接头机械性能和金相组织
钎焊接头按国标GB2651-89、GB2653-89进行拉伸和弯曲试验,钎焊接头的抗拉强度为100MPa,冷弯角为145°,拉伸试样断裂部位都在母材,表明钎缝的强度比母材高,弯曲试验表明钎焊接头塑性较好。分析钎缝的金相组织,该组织为典型的α~Al+Si共晶组织。
4.3 交变湿热试验
结合整机要求,将空气炉中钎焊的散热器清洗后按GJB367.2-87进行交变湿热试验,周期为48小时,钎缝表面保持金属光泽,无腐蚀现象发生。
4.4 冷板致密性检查
4.4.1 水压试验
将水通过手动试压泵徐徐加压充入冷板内(试验压力为0.8MPa),未见泄露。水压试验结果表明,采用上述工艺制造的冷板能满足0.4MPa压力的冷却液在使用过程中不漏水的要求。
4.4.2 断面检查
为检查钎缝内部的致密性,将冷板试样用铣加工的方法从中间剖开,腐蚀后观测钎缝,空气炉钎焊冷板上可以看到有不致密缺陷存在,但由于这些缺陷是相对孤立的,只要不形成从内到外灌通的通道,就是安全的,这一点也可以从水压试验冷板不漏水中得到证实。而真空钎焊冷板内部十分致密,无任何缺陷存在,这是因为真空钎焊不需要钎剂,钎焊过程中又采用复合板,不会有钎剂残渣留在钎焊面上。
4.5 天线电性能测试
真空钎焊的平板缝隙天线,1/16子阵天线经测试近、远场方向图良好和驻波比小于1.5。全阵天线驻波比小于1.9,增益为30dB,方向图良好,达到了设计要求。
5 结束语
空气炉中钎焊散热器和冷板,工件钎焊质量良好,工艺过程稳定,设备投资少,综合成本小,采用该工艺已生产散热器、冷板等工件300多套,氮气保护炉钎焊质量更好。采用合理的真空钎焊工艺可以加工出满足设计要求的平板缝隙天线,而真空钎焊的冷板的质量相比于空气炉钎焊有明显提高,对于尺寸大、质量要求高的工件采用真空钎焊工艺是合适的。
参考文献
1 四机部铝波导钎焊攻关组.铝波导钎焊QF型氟化物钎剂研究.电子工艺技术,1981(10)
2 钱乙余.铝钎焊技术在我国的发展与应用.焊接,1984
3 郑建生.微波元件铝钎焊质量控制.第四届全国电子工业焊接学术会议论文集,1992
4 郭万林.铝合金钎焊用柔性夹具的设计. 论文集,1996
|
|
| 文章录入:设备管理 责任编辑:设备管理 |
|
|
上一篇文章: DD6单晶合金的TLP扩散焊工艺研究
下一篇文章: 金刚石复合片钎焊技术的研究 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



