|
摘要:本文对我国自行研制的第二代单晶合金DD6的过渡液相扩散焊(TLP扩散焊)工艺进行了研究。所采用中间层合金的主要成分与DD6母材基本一致,同时加入一定量的B作为降熔元素。试验结果表明,在本文的试验条件下,很难获得微观组织与DD6母材完全一致的的TLP扩散焊接头。1290℃/12h规范扩散焊接头的连接界面,约一半区域为与DD6母材类似的γ+γ'组织,其他区域则为γ固溶体基体上分布着不同形态的硼化物,其980℃的持久性能接近母材性能指标的90%。延长扩散焊保温时间至24h,连接界面上的不均匀区域减少,其980℃及1100℃的持久性能分别达母材性能指标的90~100%和70~80%。
关键词:单晶合金;TLP扩散焊;接头持久性能
序言
DD6是我国的第二代镍基单晶高温合金,具有高温强度高、综合性能好、组织稳定等优点。与第一代镍基单晶高温合金DD3比,承温能力提高约40℃;与国外广泛应用的第二代单晶合金相比,拉伸性能、持久性能、抗氧化性能及耐热腐蚀性能等均达到甚至部分超过其水平,且因其含铼量低具有低成本的优势。该合金适合于制作1100℃以下工作的具有复杂内腔的燃气涡轮工作叶片等高温零件[1~3]。显然单凭铸造技术来制造具有复杂内腔的空心叶片是非常困难,甚至是不可能的,只有将铸造与焊接两种工艺相结合才能使其变为现实。单晶合金连接作为单晶高效气冷组合式叶片制造过程中最重要的关键技术之一,国外已对此进行了较多研究,过渡液相扩散焊(TLP扩散焊)对单晶涡轮叶片的连接显示出明显的优势和可行性[4,5]。美国P&W公司已采用TLP扩散焊技术生产出了对开复合式的单晶叶片,并用于F100发动机上[4]。本文以我国研制的第二代镍基单晶高温合金DD6为研究对象,对其TLP扩散焊接头组织与性能进行了分析研究。
1 试验用材料、方法及设备
试验用母材为DD6单晶合金,其成分及典型持久性能见表1,标准热处理规范为1290℃,1h+1300℃,2h+1315℃,4h,空冷+1120℃,4h,空冷+870℃,32h,空冷。
表1 DD6单晶合金的化学成分及技术标准规定的持久性能指标
 TLP扩散焊所采用的中间层合金是专为DD6合金配制的,其主要成分与DD6母材基本一致,加入一定量的B作为降熔元素,使用形式为-150目的粉末。
焊前表面准备,为了防止由于机械加工应力导致在焊接热循环中母材发生再结晶,采用了按母材热处理制度处理+线切割+砂纸打磨的方法。焊前所有试样均用丙酮超声波清洗去油。
扩散焊温度采用了与母材固溶处理相匹配的温度,即1290℃,保温时间则根据接头持久性能要求通过试验来确定。
接头金相试样和性能试样均为对接试样,先将0.1mm厚的不锈钢垫片夹在试样连接面两端,并用氩弧点焊定位,然后象通常钎焊填加钎料那样将粉状中间层合金置于试样上方,用粘结剂定位。连接时,中间层合金熔化流入缝隙中形成接头。另为保证两个相配合的试样晶体取向一致,以避免或减少在接头中形成降低力学性能的晶界,试验中对试样严格配对加工并在装配及点焊定位时精确保证两试样的相对位置。
采用图1所示形式试样测定了高温持久力学性能,同时采用光学金相、扫描电镜、能谱分析等手段对不同保温时间扩散焊接头的组织进行了观察分析。
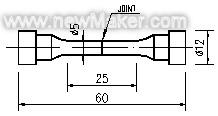
图1 接头性能试样
试验设备为双室气淬真空钎焊炉,设备最高加热温度1350℃,炉膛均温区400×300×620mm,扩散焊时的热态真空度优于5×10-2Pa。
2 试验结果及讨论
2.1 扩散焊接头的组织
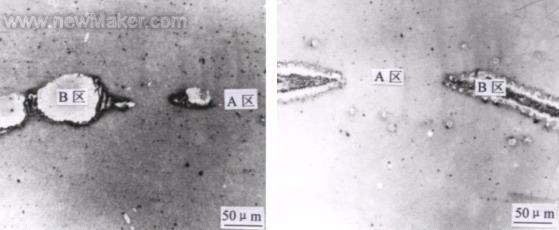
a.1290°C/12h扩散焊 b. 1290°C/12h扩散焊+标准热处理
图2 DD6合金扩散焊接头的光学显微镜像
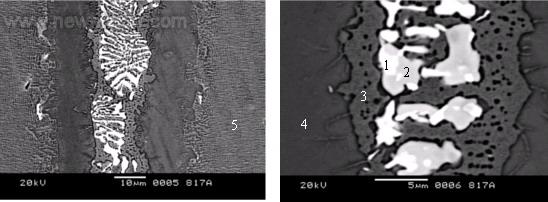
图3 图2b中B区放大(背散射电子像)
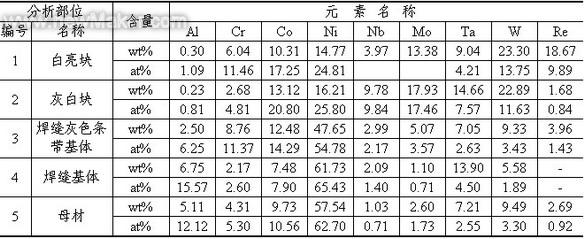
图2~4为1290°C/12h规范下扩散焊DD6合金的接头组织。由图2可见,接头分为两个区域,A区在光学显微镜下已与DD6母材组织无差别,在A 区上断续分布着B区。焊后经母材热处理制度处理,B区减小,并变狭窄(比较图2a与图2b)。图3为图2b中B区放大的图像,可见B区宽度约为50μm。此外,与光学显微镜像相对应,B区分为两个层次:一是焊缝中部的灰色条带,上均匀分布着黑色颗粒相,中央则密集分布着块状相,进一步放大(图3b)可以看出,这些块状相分为两种,白亮块和灰白块,白亮块基本上分布在灰白块上面,且在这些块状相周围均存在一层黑色包膜;在灰色条带的两侧,为均匀的单相组织。图3中各相成分的能谱分析结果见表2,两种块状相可能为不同的硼化物,由于硼化物贫Al,含Ni少,因而使其周围富Al、Ni,形成γ'包膜。从图4可见,接头中A区的基体为与母材相同的γ+γ'双相组织,在该γ+γ'组织分布着一些圆块状γ+γ'共晶。

a. 图2b中A区放大 b. DD6母材形貌
图4 图2b接头及母材的二次电子像
表2 图3中各相成分能谱分析结果
 延长扩散焊保温时间至24h,并在焊后按DD6母材热处理制度处理的接头组织,仍未达到与母材完全一致,还存在与图2中B区相对应的区域(见图5)。但与1290°C/12h规范扩散焊、并经母材热处理制度处理的接头组织相比,接头中B区边变小,其平均宽度由约50μm(图4a)减至约20μm(图5)。

图5 1290°C/24h扩散焊并经母材热处理制
度处理的DD6合金接头的背散射电子像
以上试验结果表明,虽然采用了高的扩散焊温度(1290℃)和长的保温时间(24h),但接头组织仍未达到与DD6母材一致(见图5),很难获得微观组织与DD6母材完全一致的的TLP扩散焊接头。而第一代单晶合金DD3,1250℃(DD3的固溶处理温度)保温24h,可获得与DD3母材基本一致的扩散焊接头组织[6]。分析其原因,主要是两种单晶合金成分差别较大。为提高合金的持久性能,DD6合金中难熔元素含量高,特别是含有DD3没有的Ta 、Re和Nb[3],而在高温合金中,W、Mo、Ta 、Re、Nb等难熔元素降低固溶体中元素的扩散速度[1],因此DD6单晶合金扩散焊接头成分与组织很难达到与母材完全一致。
2.2 扩散焊接头的高温持久性能
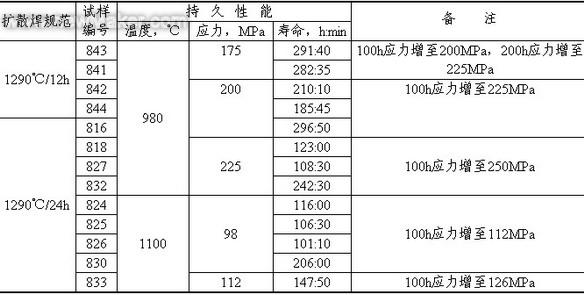
表3列出了DD6单晶合金接头的高温持久性能。所有试样在扩散焊后均按DD6单晶合金的热处理制度进行了固溶处理和二步时效处理。从中可见,规范1290℃/12h扩散焊接头980℃的持久性能接近(841#、843#和844#试样)或达到(842#试样)DD6母材性能指标的90%。延长保温时间至24h,接头980℃的持久性能达到DD6母材性能指标的90%(816#、818#、827#和831#试样)或100%(832#试样),而1100℃的持久性能则达母材性能指标的70%(824#、825#和826#试样)~80%(830#和833#试样)。
表3 DD6单晶合金TLP扩散焊接头的高温持久性能
 3 结论
(1)采用所制备的以B作为降熔元素的粉末状中间层合金可实现DD6单晶合金的高性能TLP扩散焊连接。
(2)对DD6单晶合金进行TLP扩散焊时,很难获得微观组织与母材完全一致的接头。
(3)在1290℃/24h规范下扩散焊DD6单晶合金,并在焊后按DD6合金热处理制度进行热处理,接头980℃的持久性能可达母材性能指标的90%以上,1100℃的持久性能达母材性能指标的70~80%。
参考文献
[1] 《中国航空材料手册》编辑委员会编. 中国航空材料手册 第2卷 变形高温合金 铸造高温合金[M]. 第2版. 北京:中国标准出版社,2002年. 812~818.
[2] 李嘉荣,钟振纲,唐定中,等. 低成本第二代单晶高温合金DD6[J]. 金属学报,1999,35(增刊2):S266~S269.
[3] J. R. Li, Z. G. Zhong, D. Z. Tang, etc. A low-cost second generation single crystal superalloy DD6 [C]. Superalloys 2000, Edited by T. M. Pollock, R. D. Kissinger, R. R. Bowman, K. A. Green, M. McLean, S. Olson, and J. J. Schirra, The Minerals, Metals & Materials Society, 2000.
[4] Anthong F. Giamei, Richard W. Salkeld, charles W. Hogers. Energy efficient engine high-pressures turbine single crystal vane and blade fabrication technology report [R]. NASA-CR-165400.
[5] Ram Darotia. NiAl alloys for high-temperature structural applications [J]. JOM, 1991, (44): 44~49.
[6] 李晓红,钟群鹏,曹春晓. DD3单晶合金瞬间过渡液相扩散焊接头组织与性能[J]. 航空材料学报,2003,23(2):1~5.
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)