|
摘 要
本文主要讨论设备状态监测技术,阐述振动和冲击脉冲的监测方法,并通过实例进行分析,来介绍设备状态监测技术在第一净化厂的应用。
关键词:状态监测 数据采集 振动 冲击脉冲
前 言
设备状态监测技术就是在设备不停机的情况下进行在线监测,以判断其运转是否正常,有无异常与劣化征兆,或对异常情况进行追踪,预测其劣化趋势,确定其劣化及磨损程度等,目的在于掌握设备发生故障之前的异常征兆与劣化信息,以便事前采取针对性措施控制和防止故障地发生,从而避免设备突发性故障造成的巨大损失,减少计划维修所造成的一些浪费,不断提高设备完好率、设备使用率。
振动是设备常见的现象,通过振动监测技术可以掌握设备的运行状况,解决大部分设备的潜在问题。
一、 常见机械振动故障及分析方法
常见的机械故障一般可分为不平衡、不对中、机械松动、轴承问题、机械摩碰等几种情况。通过振动数据采集及冲击脉冲信号的采集、分析处理,可以很明显的区别一些常见的机械故障。
第一净化厂旋转设备较多,而很多旋转机械故障都和轴承有关。据统计旋转机械的故障40%是由轴承引起的,它的好坏对机器的工作状况影响极大,轴承的缺陷会导致机器剧烈振动和噪声,甚至会引起设备的损坏。
厂内共配备设备状态监测仪器两种,轴承故障分析仪、频谱分析仪。本文主要针对轴承故障分析仪(A30)的测量数据来判断轴承的运行情况作详细介绍。
轴承故障分析仪(A30)为双通道数据采集器,使用SPM冲击脉冲技术和振动技术对设备状态进行诊断分析。SPM冲击脉冲技术使用的是LR/HR技术,通过测量冲击脉冲后得出LR、HR值。LR(指低发生率)在测量视窗上是一个平均较强的脉冲击波值。它对应但不相等于最大值。HR(指高发生率)是记录在1000脉冲/秒的阶层。它对应但不等于最小值。经过测量后LR、HR值跟系统的标准进行对比分析后,可以对设备状态诊断三种结果: CODE A-D(表示轴承状态)、LUB no.(指润滑状态)及COND no.(损坏程度),并根据测量数据进行区域分类:绿区代表良好,黄区表示故障预警,红区说明设备已经损坏。
设备的振动测量(VIB)遵循的标准是国际标准化组织颁布的ISO2372标准,每一个测点选取三个方位,即水平方向(H),垂直方向(V)和轴向(A)。水平方向和垂直方向的振动反映径向振动,测量方向垂直于轴线;轴向振动的方向于轴向重合或平行。
轴承故障分析仪使用两种测量技术对设备状态进行诊断分析,可以互相印证,从而提高诊断分析结果的准确性和可靠性。
二、设备状态监测技术在第一净化厂的应用
1、设备状态监测仪器数据库的建立
根据厂内旋转设备的重要程度和仪器的适用情况,首先确定对厂内21台离心泵开展状态监测工作,针对每台设备的不同结构建立测量点,共计168个测点(表1)。
在设备检修和日常维修过程中,建立健全设备的基础信息,建立设备轴承台帐,包括轴承型号、轴承的平均直径等,将设备的基础信息输入仪器配套的软件数据库中,得出标准的脉冲基准值,在测量过程中可以根据测量值与基准值的对比,从而进行分析判断。
仪器所附带的专家分析软件进行设备状态分析的同时,又具有很强的设备管理功能。可以将设备基本信息如设备名称、所属区域、购置年限等以注解的形式管理起来,还可以对贯穿设备寿命周期的各种维修信息等记录下来,方便对设备的管理。
表1 全厂重点设备测点建立情况表
|
设备名称 |
电机 |
泵 |
|
风扇侧 |
连轴器侧 |
连轴器侧 |
非联轴器侧 |
|
1~3区MDEA循环泵 |
6 |
12 |
/ |
/ |
|
4~5区MDEA循环泵 |
4 |
12 |
12 |
12 |
|
6区MDEA循环泵 |
3 |
9 |
9 |
9 |
|
基地泵 |
2 |
6 |
6 |
6 |
|
立式循环泵 |
2 |
6 |
6 |
6 |
|
卧式循环泵 |
2 |
6 |
6 |
6 |
|
新鲜泵 |
2 |
6 |
6 |
6 |
|
合计 |
168 |
2、建立相关设备状态监测制度
任何一项工作的开展需要健全的制度来确保实施,随着设备状态监测工作的开展,我们根据实际使用情况,先后对监测制度修改过3次,对监测的设备、测点的选择、监测周期、人员的分工等都做了详细的规定,确保监测的数据准确、有效。并且对监测出的异常数据都做了相关要求,来确保状态监测工作的进行。
三、案例分析
1、有效避免了设备事故,降低故障停机率
6#净化装置区P-1101/1为第一净化厂的关键设备,它的运行正常直接关系着装置的正常生产,在2007年12月11日时,操作人员在巡检过程中发现泵体风扇侧声音异常,噪声较大,通过轴承故障分析仪的测量后,测量结果如表2:
表2 泵非连轴器端轴承监测数据表
|
日期 |
LR |
HR |
水平mm/s |
垂直mm/s |
轴向mm/s |
|
2007.11.19 |
38 |
31 |
2.7 |
2.45 |
1.11 |
|
2007.11.27 |
41 |
34 |
3.18 |
2.31 |
1.08 |
|
2007.12.11 |
46 |
41 |
4.53 |
4.85 |
2.59 |
|
2007.12.12 |
28 |
23 |
2.28 |
2.61 |
0.85 |
根据ISO2372标准规定,功率为510KW,转速为2950rpm/min,振动值小于2.8mm/s为正常,从12月11日测量值可以看出,测点的水平方向和垂直方向的振动值均以超标,而在11月27日的测量值中,水平方向的振动值已经超 标,已经需要引起重视,直到轴承的磨损达到的一定程度后,振动值直线上升,噪声随之出现,而SPM测量出的LR、HR值也已经达到黄区,需要引起重视。由此,我们停机后对此设备风扇侧的轴承进行检查,发现轴承内圈有严重磨损现象,如右图,我们对轴承更换后,重新进行监测,发现各项振动值随之下降至正常范围内,LR、HR值也随之下降,表2中12月12日数据。
2、对维修后的设备进行监测验收,并提供数据支持
在历年的维修过程中,对于维修完毕的设备只能凭着单纯的的耳听、手摸、眼看的传统方法和现场测量仪表、测温仪来进行监测,对于维修到什么程度、维修后达到的什么地步都没有一个量化的数据,来对设备日后的运行情况进行对比,而目前A30的使用,就可以对设备的维修质量作一个定位,并可以将测量的数据作为日后设备运行的基数来进行比对和参考,来评定它的运行情况。
下面就以6区维修的高压电机监测数据来作详细说明:
表3 电机维修前后电流电压测量值
|
时间 |
轴承温度 |
运行电流(A) |
运行电压(KV) |
备注 |
|
风扇侧℃ |
连轴器侧℃ |
A |
B |
C |
AB |
BC |
CA |
|
2007.11.18 |
/ |
/ |
7.6 |
7.3 |
7.2 |
10.3 |
10.4 |
10.3 |
电机空载运行(测量24小时) |
|
2007.11.19 |
5~7.5 |
40.4~43 |
24.7~25 |
24.7~25 |
24.2~24.5 |
10.6~10.9 |
10.6~10.9 |
10.6~10.9 |
电机负载运行(测量24小时) |
从表3可以看出,电机在空载、负载运行过程中,轴承温度、运行电流、电压均在规定范围内。
我们又利用轴承故障分析仪A30进行监测,监测后数据如下:
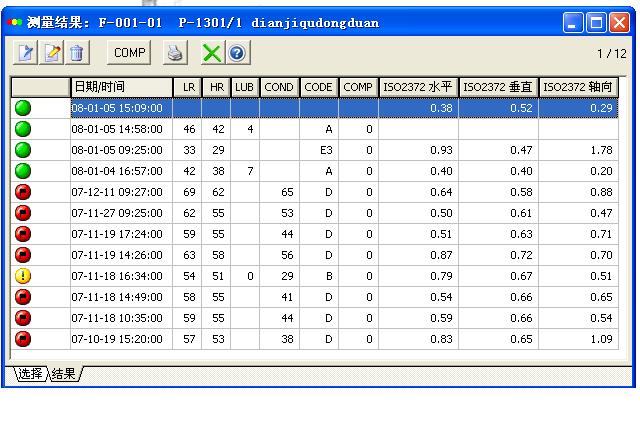
表4 电机风扇侧轴承监测数据对比表
电机二次维修后负载运行 
电机二次维修后空载运行
维修后负载运行
维修后空载运行
电机维修前 |
从表4可以看出,CODE(轴承状态)显示为A,状态良好,其余参数也都在标准范围内,一切正常。
表5 电机连轴器侧轴承监测数据对比表
电机二次维修后负载运行
电机二次维修后空载运行
维修后负载运行
维修后空载运行
电机维修前 |
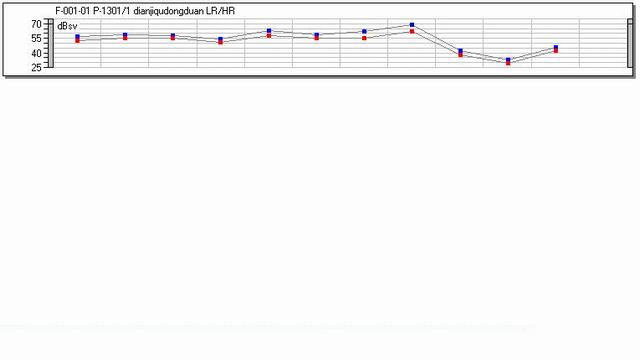
趋势图
从表5可以看出,连轴器侧轴承处测量的数据,LR/HR值未在正常范围内,维修后的电机状况并未有明显好转, CODE(轴承状态)显示为D,状态为损坏,CODE(损坏程度)值也较大。但电机在维修过程中轴承为新更换轴承,肉眼观察并无缺陷,运行过程中电流、电压、轴承温度也都在规定范围内。对于维修质量的争议,我们决定先对电机进行试运行,并在运行过程中加密监测。
当电机在运行1个月后,连轴器侧轴承温度过高,润滑脂流出,轴承保持架损坏、发生抱轴事故,电机停机,如图2、图3:
图2  图3  针对以上情况,维修厂家对此台电机又进行了二次维修,维修后我们继续对其进行监测,电压、电流轴承温度等都在规定范围内,A30监测后的数据也都在绿区规定范围内,目前电机运行良好。
四、结论
通过轴承故障分析仪A30在厂内的应用可以看出,它作为设备简易诊断仪器比较适用生产的要求,虽然在使用初期,软件数据库基础信息和测点的建立比较繁琐,工作量大,但信息库完成后,仪器的操作和使用比较简单易用,测量结果比较直观,它能协助我们了解轴承的运行情况,进行量化,这是传统的测量仪器所无法达到的。
五、结束语
设备监测与诊断技术可以有效地避免意外事故,节约大量维修费用,无论对安全生产还是对设备维护都具有十分重要的意义。设备状态监测工作的开展为设备预防性维修提供了可靠的理论依据,对确保设备修理的及时性、准确性起到了关键作用。当然,设备故障的分析也不能单纯的只依靠一台仪器的测量结果就进行判断,更需要实际运行和仪器的测量的相结合的综合分析,而且我厂的设备状态监测工作目前也处于刚起步阶段,相信随着检测工作的不断加强,监测故障诊断技术的不断提高,设备状态监测作为故障的前期诊断,会越来越多的应用的实际生产中。
|






 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)