|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[组图]企业相对振动标准的建立 |
★★★ |
|
| 企业相对振动标准的建立 |
|
作者:佚名 文章来源:网上收集 点击数: 更新时间:2009-1-9 18:43:18  |
|
一、有效性―选取相对标准建立方法的指导思想
一台设备,尤其是复杂的设备,指望建立一种诊断参数标准,就可包治百病,显然是不现实的。仅以滚动轴承为例,初期,单纯采用振幅标准,实践证明不能解决其故障问题,为此建立了速度标准,再经过实践)人们发现,当符合速度标准时,仍然有可能烧毁轴承。经过分析,认识到轴承的早期故障(异常),必须通过测加速度值来诊断,而且确实解决了一大部分故障问题,但又忽视了速度值诊断,以至仍然育可能烧毁轴承,因而认识到必须同时采用速度和加速度值诊断,但问题到此并未全部解决,人们还在寻找所谓冲击指数法(或波高率因素法)来解决某些故障(例和缺油等)的诊断问题,于是又出现了所谓冲本指数判据随着诊断仪器豹进步,人们希望利用幅值概率密度来认识轴承的冲击特性,即所谓Kuryosis(峰态或峭度)法。这种幅值概率密度曲线中高峰程度的诊断法,现已证明对轴承的高频故障是十分有效的。它的主要表达式为:
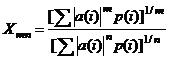
式中m和n表示阶值,x21称为波形因数,(x42)4称为峰态因数。因此,在轴承的诊断中,将会以峰态因数建立所谓峭度标准,而不是一般情况下的加速度标准和冲击指数标准。新近出现的声发射诊断技术也是如此。
以上例子说明,随着科学的发展和大量的诊断实践,建立相对标准时,不应只限于单山参数标准,而应是什么方法有效,就建立什么标准。
二、几种相对标准的建立方法
1、ISO建议的企业相对标准的建立方法
(1)凭经验或统计测试确定参考“基线”
(2) 小于1kHz分量相对基线变化2.5倍(8dB)作为状态发生重要变化的正常理由,从参考基线上增加10倍(20dB),则意味着机器需要修理;大于4kHz的频率分量则分别增加为6倍(16dB)和100倍(40dB)。如下图所示。
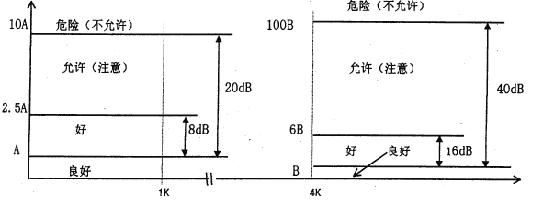
本方法的优点在于:由于根据在固定测点依实测值而建立标准,克服了机械导纳的影响;再者,由于各阐值皆由“基线”而决定,便于标准修正,仅改变“基线”值即可完成各阐值的修正。
2、单台机器统计法
方法步骤如下:
1) 选取正常工作状态的单台机器作为对象。并且,以一段等间隔时间变化为基础,进行至少5次以上测量。
2) 测量点应选取水平或垂直方向,测量仪器若为一体式时,探头(传感器)应与测量方向一致,角度倾斜不得超过10°,压力应保持10N左右,若为磁座吸附式探头,磁力应大于160N以上。
3) 单次测量次数:非连续测量,20~25次。
4) 计算算术平均值
式中 分别为第n次读数值。 分别为第n次读数值。
5) 求标准偏差

6)求注意点值Ma和危险点值Md
7) 使用Ma和Md值作为相对标准值时,需要注意以下两点:(a)单次测量中之Ma和δ值,应取等间隔时间测量5次中的最大值确定Ma和Mb。(b)重复测量时,必须同测点、同方向、同角度和同一压力。
8) 分布验证(见图3-11)
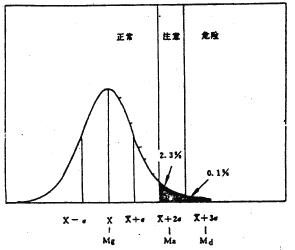
图3-11 正常状态下的分布
3、同类多台机器统计法
对于同一类型的多台机器(例如图3-12中,选了212台),规定在同一测点及同一方向测取数据,井将这些数据按等间隔分布作为横坐标,从而确定良好、正常和注意区间分布值。由此可制定该类机器的标准值。此种方法对于制造厂家或者具有多台同类机器的企业是十分有用的。图3-12为泵的驱动侧轴承的垂直方向振动分布:
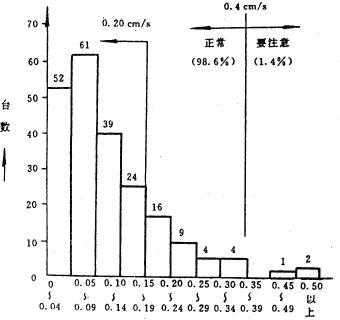
图3-12多台同类型机器(泵)标准的确定
|
|
| 文章录入:设备管理 责任编辑:设备管理 |
|
|
上一篇文章: 化工部硕发的部分设备的振幅标准
下一篇文章: 没有了 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



