1.球磨机的主要技术参数
德兴铜矿大山选矿厂是目前国内最大铜选矿厂,其一段磨矿主要设备八台φ18′/28′球磨机由美国NIPSI公司和FULLER公司生产。球磨机单机处理能力为7500t/d,由交流电机驱动,电机转速200r/min,功率4101kW,减速齿轮对的小齿轮数z1=19,大齿轮齿数z2=277,小齿轮转频f1=3.3Hz,球磨机筒体和大齿轮的转频f2=0.23Hz(转速n2=13.7r/min),齿轮啮合频率fm=63Hz。
球磨机传动示意见图1。

图1
2.测点布置及振动数据
测点布置在反映转子振动最敏感的轴承部位,即在进料端轴承座和出料端轴承座上。它既反映轴承、齿轮等部件的故障信息,也反映传动系统的故障信息。
表1列出6#球磨机进料端轴承座的振动值。从表中数据知,9月12日加速度值大幅度突增,之后还增长较快,而速度和位移变化较小。初步估计故障是由齿轮和轴承引起。设备在正常状态(安装精确度很高时)下,轴承座的加速度值为1.5m/s2,速度值为0.98mm/s。设备处在危险值范围,所以从9月12日开始我们采取密切跟踪监测。
3.分析及处理
(1)从数次采集的频谱图可看出,齿轮啮合频率的边频带没有什么增长,可判断齿轮啮合状况良好,振动可能来自于轴承的劣化。
(2)球磨机的轴承型号为23276(美国产),双列向心滚子轴承,滚珠数z=42个,节圆直径D=505mm,滚珠直径D=72mm,β=0°,轴转速n=200r/min,计算其故障特征频率为:
外圈故障频率f1=60Hz
内圈故障频率f2=80Hz
表1 6#DOJ球磨机进料端轴承座振动值
|
参量及方向
日期
(2002年) |
加速度 m/s2 |
速度 mm/s |
位移 μm |
|
水平 |
垂直 |
轴向 |
水平 |
垂直 |
轴向 |
水平 |
垂直 |
轴向 |
|
3.28 |
2.47 |
3.50 |
3.87 |
1.31 |
1.91 |
2.53 |
7.3 |
14.0 |
19.0 |
|
4.29 |
3.00 |
3.43 |
3.76 |
1.25 |
1.79 |
2.85 |
7.7 |
15.6 |
21.9 |
|
5.14 |
3.85 |
3.44 |
3.51 |
1.36 |
2.05 |
2.69 |
7.8 |
14.3 |
23.2 |
|
9.12 |
16.12 |
17.86 |
36.17 |
2.01 |
2.45 |
6.08 |
8.9 |
14.4 |
37.3 |
|
9.20 |
35.76 |
27.98 |
49.03 |
2.59 |
3.23 |
7.48 |
11.0 |
13.0 |
49.0 |
|
9.24 |
37.89 |
29.85 |
52.34 |
2.87 |
3.68 |
7.81 |
11.6 |
14.5 |
51.0 |
|
9.29 |
1.80 |
2.50 |
2.01 |
1.10 |
1.05 |
1.50 |
9.4 |
10.4 |
11.3 |

图2
滚珠故障频率f3=23Hz
保持架旋转频率f4=1.43Hz
根据9月24日测振频谱图(图2)分析:67.5Hz和61.2Hz表明轴承圈有问题;6.2Hz为轴频率的二倍频,有不对中现象存在;30Hz为轴频率的近10倍频,判断有松动现象存在。
9月26日拆开球磨机轴承座检查发现,轴承外圈有1/4圈、宽为80mm的严重点蚀面,且有数道圈的划痕;两个轴承滚珠有近1/4圈的点蚀,其余滚珠有少量点蚀现象;内圈有几道很深的划痕,且磨损严重。测量齿侧隙为0.08mm,在标准值范围内,电机与轴承同心度检测径向与标准值偏差0.115mm,表明齿轮啮合状况良好。振动来源于轴承的判断是正确的,更换轴承,调整同心度,紧固轴承座底座。
检修后重新开机,9月29日测得振动值均有大幅下降(表1)。从图3中频谱也可看出,67.5Hz和61.2Hz的轴承圈故障幅值已消失,松动引起的幅值也由17.59μm下降至1.78μm;不对中引起的幅值已消失,设备处于良好运行状态。
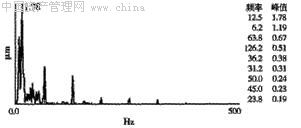
图3
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)