|
1 ǰ��
���ַ����������ϵͳ����Ҫ�����Ƕ����ֻ����������������к�����ṩ�������ϵ�������ҲΪ���ֻ����ڱ���ϵͳ�ṩ�������ŵĶ��������ڸ���ԭ������ϵͳ���ⲻ��ˮ�ݵĴ��ڣ��������ˮ�ݴ���0.1%�ͻ�ʹ��ת���������ʴ��ͬʱ�����͵��������ʣ�����ˮ�����������ʣ���һ��������ʴ����Ʒ�ӻ�����Ʒ�ӻ����ܲ���������֬�����࣬�ڸ�����������γ�̼����������ʴ������̼࣬������ת������ĥ�������ı���������ߺ���е��ȶ��ԣ�������в����İ�ȫ��1�ݡ���˶����ֻ���ϵͳ������ϴ�ͷ���ʴ��һ�����Ҫ�Ĺ�����
��ȡ��ϴ�ͷ���ʴ��ʩ���ܺ����κλ�е��־��������ϵͳ�ڳ��������а�ȫ�ɿ����������κ����������ӻ������ʣ��������ĺ����ʮ�����صġ���ˣ������ֻ���ϵͳ����ϴ�ͷ���ʴ��һ�����Ҫ��ܸߵĹ�����
Ϊ��Ѱ���ʺ���������������Һ�������գ���ϵ������ѧ�о�С���20������Һ������ɸѡ�����ѡ����HH951������Һ�����������ַ���������估�ܵ����������������о���Ӧ�õ��й��о������ı���HH951������Һ��200MW�����ϵ�Ӧ��������õ绯ѧ������CuSO4��Һ��η���NaCl��Һ���շ������ڒ�Ƭ������ĤĤ�ʵ����ۣ��Լ���Һ����ʴ����ͶԱȽ��ݷ��о�ϵͳ�������Ʒ��Ӱ�졣
2 �����뷽��
2-1 ����
��Ƭ��20A�֣��ӹ���50��25��2.5(mm)��
����20A�֣��ӹ��ɦ�15��30(mm)��
�缫��20A�֣��������Ϊ1cm2���Ծ��ķ���ϩ�ܺͻ�����֬��Ƕ��
ҩƷ����L��TSA���ֻ��ͣ�����GB11120-89���������糧�ṩ����HH951������Һ�����ڸĽ���п��ϵ�У�����ɫ��Һ�壬��ȼ�������ӷ�������ζ��PHֵԼ1.5������1.15���ɳ�ɳ����ת�����о����ṩ��������ҩƷ��Ϊ�����������Լ���
2-2 ��Ĥ����
����Ƭ����������1-6������ɰֽ��ĥ�����������Ҵ��ͱ�ͪ������ϴ������������ˮ��ϴ����5%������Һ����ϴ20min����������ˮ��ϴ������������Ƭ��ʱ��ѡ���˲�ͬ������Ũ�ȼ���ͬ�¶ȡ�
2-3 Ĥ������
(1) ����ͭ��η�������GB6807-86���У�ȡ5���ƽ��ֵ��
(2) NaCl��Һ���շ�����GB6807-86���С�
(3) ��Ƭ���飺������Ʒ����ʵ���������ң���¼������ʴ��ʱ�䡣
(4) �绯ѧ���ԣ���EG&G,M283���λ�Dz����������ߡ����缫��2-2��Ĥ���鷽����Ĥ���á�������ΪASTM�Ƽ�ʹ�õı����أ������������缫��ϵ�����ʹ��缫Ϊ�αȵ缫��������̼���������缫����Ĥ���̼���������缫���ڳ�����ƿ�У�װ��1000ml����ˮ������ʵ�����ڳ���ˮ��ϵ�н��еġ��������ö���λɨ�跨��ɨ�跶ΧΪ-0.25V-1.8V������ڸʹ��缫����ɨ���ٶ�Ϊ1mv/s�����Խ����PARCALC�����¼������
2-4 ϵͳ��������ʵ�Ӱ��
��1��Һ����ʴ���飺Һ����ʴ���鰴��GB11143-89���У���������ΪXYD-0232��Һ�ฯʴ�ǣ����Ϻ���������������˾��������300ml������30ml����ˮ��ϣ�������Բ��������δ�������ֱ�ֱ���������У���60���½��н��裬����ʱ��Ϊ24h��
��2���ԱȽ������飺ȡ2��300ml��������һ������2�龭�������Ƭ����һ��Ϊ�հ����飬��50�澭72h���������ֹͣ�����飬�Զ������������˶�ճ�ȣ����㣨���ڣ����к�ֵ����е���ʺ�����ָ�������
3 ���������
3-1 �¶ȵ�Ӱ��
ȡ��ҺŨ��Ϊ100%���ۻ�ʱ��Ϊ200min���ۻ���ʽΪ����ʽ���ı��¶ȣ����ý�����1��ʾ��
��1���¶ȶԶۻ�Ĥ��Ӱ��
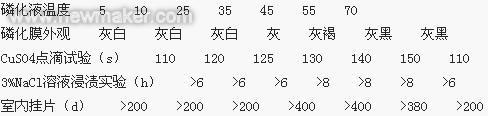
�����������1�����¶����ߣ��ۻ�Ĥ��ɫ�����ʴЧ��Ҳ���ߣ�����55������͡�������Ϊ���¶����ߣ��ۻ���Ӧ�ٶȼӿ죬һ����ʹĤ�ĺ�����ӣ���ʴ�����ӣ���һ���桢��Ӧ�ٶȼӿ죬��ʹ���˱����ʹĤ�������Ա���ʴ�Խ��ͣ����ߵ�Ӱ��ʹ��ʴ����55�渽�����ּ�ֵ����2����35��-45���Ĥ��Ƭ�����ڹ�Ƭ400����ʴ��˵����Һ��ʴ�Ժܺá���3����5���ĤҲ�нϺõķ���ʴЧ������һ����ֳ�ʩ���м���ô������⣬�����������ֳ�Ӧ���У����й�4���Ĥ�ijɹ�������2�ݡ�
3-2 Ũ�ȵ�Ӱ��
(1)CuSO4������������ڹ�Ƭ���飺ȡ�¶�Ϊ25�棬ʱ��20min������ʽ���ı���ҺŨ�Ȳ�ý�����2��ʾ��
��2��Ũ�ȶ���Ĥ��Ӱ��

��Ϊ��Һ���ܷ���ʹ�ã�һ��ϵͳ���������Ҫ�����ŷš���ʡҩƷ�����ͳɱ�����һ�����⡣��2���ݱ�������Ũ��Ϊ25%����Ĥ�Ծ��нϺ���ʴЧ�����������ֳ�ʩ������Ҫ��
(2)�������߷����ı���ҺŨ�Ȳ�ó�Ĥ��缫�������������ߣ��Ӽ��������ϵó����缫��Ӧ�ĵ绯ѧ�������3��ʾ��
��3 ��ͬŨ���³�Ĥ�ĵ缫�ĵ绯ѧ����

���������ȶ���̬ʱ����Ӧһ����С�ĵ����ܶȣ���Ϊά�۵����ܶȡ�����������ٶ��ܽ⣬���ٷ��ӽ�����ʴ����ѧ����ʽ��ά�۵����ܶ���ά���ȶ���̬������ĵ����ܶȡ������ܶ�ԽС�����ʾ�ۻ�Ĥ��Ĥ��Խ�ã�3�ݡ��ɱ�3�����ݿ�֪���հ������������ά�۵����ܶ����ܴ��༴�����ά�۵����ܶȺ�С��˵����Ĥ��������������������Ũ�ȵĽ��ͣ�ά�۵����ܶ��������ߣ�˵����Ĥ����ʴ�������н��ͣ���Ũ��Ϊ25%ʱ��ά�۵����ܶ���Ȼ��С���нϺõ���ʴ���ܣ���������ͭ�����������ڹ�Ƭ����Ľ����һ�µġ�
3-3 ϵͳ��������ʵ�Ӱ��
Ϊ��̽��ϵͳ���������������ʱ仯�����أ���������Һ����ʴ���飬�����24h����ʴ��ͬʱ��50������������72Сʱ��������ʷ����������н�����Ĥ��Ƭ��������հ������˶�ճ�ȣ��к�ֵ�����㡢��е���ʶ�����������������ϵͳ���������û�в���Ӱ�졣
4 �ֳ�Ӧ��
��ʵ�����о�����2002��8���ڽ����Ž��糧200MW���Ͻ����˹�ҵ���飬����������£�
4-1 ���շ���
1���ſ���ϵͳ�ڵ�ȫ�����͡�
2���ֳ�ת�ӵ�����װ�̽���ʱ��ʩ�������ֳ����죩
A �̽�1#��2#��3#��4#��5#��6#��7#�����ܵ���
B �̽����������Ż�����������ܡ�
C �̽ӿղ���������������ܡ���������7#���ܵ�
3��������װ�ã����������������ڼ���������������������ڡ�
4���������ˮ��4/5����������ʱ��ѭ������������ʱ���Ӵ�����й©����Сʱ���ŷš�
5�������ڽ�ˮ��4/5��������ѭ��2h���ҡ�
6�����ζ�ϵͳ���м�ϴ����ϴ��ˮ��ϴ��
7���ŷ�������ˮ������ϵͳ�ڱ���25%��Һ��ѭ��30min���ŷš�
8�������ϵͳ�����λ��ΪΪ����ʱ�̽Ӵ����ڱ���,������,������о��
9������ˮ��ϴ������ϵͳ��
10����ˮ�ž���Ѹ�ٽ��ͣ���ѭ��4Сʱ���ҡ�
11�������ʽ��жԱȷ����������������ǰ������������������ϴ��������ʽ��жԱȣ�Ӧ�����Բ��Ϊϵͳ��ϴ���ϸ�
12�����������ڵ��ͽ��й��ˣ�ʹ�������մﵽ��ۼ�鼰�����ȼ��ϸ�
4-2 ϵͳ���ӷ�ʽ
�����䡪����ϴ�á�����������������ĸ�ܡ�������������ܡ�����н����ܡ�������
4-3 Ӧ��Ч��
�ֳ�������ɳ����ͼ���������֯������գ�����Ϊ���估�ܵ�ϵͳ��������һ��Һ�ɫ�����������ܵ���Ĥ������48h��72h��96h�����ޱ仯���������ϵͳ������2��࣬һֱ����״̬���á�
5 ����
HH951������Һ�����������������������ַ��������������ܵ�ϵͳ��������������������Ӱ�죬����ʵ�����о����ֳ�ʹ�ã���ȡ�úܺõ�Ч���������ƹ��ֵ���ù��յ��ص��ǣ����ռ��������㣬���ڵ糧�ֳ�ʩ����������Ĥ���ܾ��ȣ���ʴ������������ȫ��������͵糧���ַ��������������ܵ�ϵͳ����ϴ������Ҫ��
�ο����ף�
[1] ��������������ͣ�M��,�����������ȹ��о�Ժ��1996,P146-157
[2] ����䣬��־ƽ�ȣ�HH951������Һ���ڵ糧������������������J�������ϱ�������������
[3] ����䣬��־ƽ�������绯ѧ������豸�ĸ�ʴ�����[M]���й����������磬2004,P18-21
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���