|
ժ Ҫ�� ������Ҫ�����д��ͨ������ϵͳPUTNC-H4-4��Aϵ���ŷ����ֻ��ܿ��������ϵ���Ҫ�豸�㽺���ijɹ�Ӧ�á�Ӧ������ϵͳ����ԭ���������д��ͨ���ز�Ʒ�ص���ŷ����Լ���ز������������� 1 ���� �ֻ���Ϊʱ������Ʒ���ٷ�չ���г����������ֻ����ε����۳̶ȼ�������������ѡ���ֻ�����Ҫ�����ء��㽺������Ϊ�����ֻ��ܿ���������Ҫ�豸��Ҫ�ﵽ���IJ���������Ҫ���������ߵ�Ч�ʡ������ߵ㽺��������Ч�ʾ���ʮ����Ҫ�����塣 2 �㽺������ϵͳ���� 2.1 ϵͳ������� ����ϵͳ���Ƶĵ㽺���豸�����ĸ��ᣬʹ����̨�ŷ����������ŷ������X��һ̨��Y����̨��Z��һ̨�������ź��м�ͣ��ť���ֶ��Զ�ת����ť���ֶ��㽺��ť����ͣ��ť�����㰴ť��������λ�����źż��ŷ������źŵȹ���21�������źţ�����������ʹ������ϵͳ�����ĸ��ŷ����������ŷ�������ĸ��㽺���Ŀ����źţ��Զ�����ʱY����Ƶ�����ƽ̨���湤����X�������Y����Ҫ��ֱ�߲岹��Բ���岹��Z����Ҫ�߲�ͬ�߶ȵĵ㽺�棬������Ʒ�Ƚ�Ƶ����������Ʒ�����ֶ����������㣬Ȼ���ڽ��е����������Զ����У��������ص㣺1.�������Ͼ������˹���˿�ܺ��ŷ����������ȷ���û��ܹ�������������ȷ�ص㽺��2.�㽺ȷ�����ȣ�3.ע�������㽺�ٶȿ�������ڣ�4.LED���IJ˵���ʾ��5.�ᴥʽ����������6.���Ƽ����㡢ֱ�ۡ� 2.2�ͻ��������� �ͻ���ԭ���Ʒ����ǣ�5.7��Һ��ƽ���Ῠ���������ŷ���������ִ�л����Ŀ��Ʒ��������ֿ��Ʒ����IJ���֮���У�1��ϵͳ���ȶ��ԡ��������Եȷdz��IJ2��ϵͳ�Ŀ�������ȫ�����Ŀ��Ƽ����ư忨ֱ��ͨ�������������ŷ������������û�������������ȷ�ص㽺�ȷ�����ڲ��㣻3��G���빦�ܡ�M���빦�ܵȷ�����ڲ��㣬����ֱ��ִ��CAD��ͼ�α༭�������ɵĴ�������û�ʹ�÷dz��IJ����㡣 3�д��ͨ�Զ����ŷ�ϵͳ��� 3.1������� �㽺���豸��Ҫ�ĸ�����Ƽ�X��Y(2��)��Z������X��Y(2��)Ҫ���в岹���У����岹����ʱ��G����ļӹ�����ָ����ֻ��X��Y��X��Z��Y��Z,Ҫ��CAD��ͼ�α༭�������ɵ�G�������ͨ�þͲ���ʹ��2��Y�������ǽ���ķ�ʽ��ʹ���д��ͨ����������ϵͳ(PUTNC-H4-4)��X�����ԭ����X���ں����˶���Y�����ԭ����Y1�ᣬͬ�����X����в岹���Ƶ�һ���㽺ƽ̨��Z�����ԭ����Y2�ᣬͬ�����X����в岹���Ƶڶ����㽺ƽ̨��A�����ԭ����Z���߲�ͬ�߶ȵĵ㽺�棻�����Ϳ��Խ������ϵͳ��ֱ��ִ��CAD��ͼ�α༭�������ɵĴ�������д������ϵͳ��������24������㡢16������㣬�豸��I/O��Ҳ��ʹ�ã��д��Aϵ���ŷ�ʹ�õĿ������������Ƚ���ǿ��ʽ�Ŀ�������(PDFF),��ʹ���ŷ�����ĸ��ع�����Χ�ı仯ʱ���ŷ�ϵͳ��Ȼ���Ա�����������ܣ�����������������ȷ�ض�λ��ͨ���ͻ��ļ���Ҫ���ԭ���Ʒ����IJ�������ѡ���˻����д��ͨ������ϵͳ�Ŀ��Ʒ�����ϵͳ������ϵͳ���ŷ�����ϵͳ��ִ�л�����ɿ��Ʒ������μ�ͼ1��ϵͳ�������߲μ�ͼ2����ع�ͼƬ�μ�ͼ3��  ���� ����
ͼ1 �㽺���Զ����ŷ���ͼ
3.2 ����ϵͳ �д�H4ϵ��PUTNC-H4-4������ϵͳ�Ǻ��Ŀ���ƽ̨���д�H4ϵ��PUTNC-H4-4����5.7����ɫLCD����Vcmd�����������������AB208һ�飻�����AB209һ�顣PUTNC-H4-4����Ҫ�������ص㣺 ��1������ʽ��ϵͳ�ܹ����Ⱥ�Ƕ��ʽ�ɱ�� PLC ����Ӧ�ø����ҵ��е���Զ����豸�� ��2��������LCDҺ����ʾ���û��������й滮�������ݣ����RS232����DELTA�˻���������͡� ��3��ȫ����CNC���̣����PLC���������Զ��尴�����ܣ��������� ��4���Ƚ���������ṩ����4����ŷ���ӿ�, ��Ӧ�ٶȿɴ�1000Kpps���˶��ٶȸ��졣 ��5�������ȿ��趨�� 7 λ������ϲ�ͬ�ļ��װ�ÿ�ʵ�ְ�ջ�/�ջ����Ƽܹ������ƾ��ȸ��ߡ� ��6������ṩ2��D/A�����A/D���롣 ��7���ṩ����24�������16�������������Ҫ��ѡ��I/O��չ��Ԫ����������32�����룬32������� ��8����������ģʽ���ܺͱ���ENCODER�������ܣ����ɹ����������ͬ���ü����ܡ� ��9����֧�ֱ�G����NC����⣬���ṩ���������̺�ʾ�̹��ܱ�̹��ܣ���̸��� ��10��MACRO��ָ����Խ�����ѧ�������㣬NC��̹��ܸ�ǿ�� ��11������洢���� 256K byte��NC�������ߴ�1000�顣 ��12���ṩRS232C���ӿڣ������Ӹ��˵��ԣ�PC��ʵ��DNC ���ӹ����ܡ� 3.3�ŷ�����ϵͳ �д�ASD-A0121LA������3�ף�ASD-A0221LA������1�ס�ASDA�ŷ�ԭ�����õ����Ƚ�ǿ��ʽ�Ŀ�������(PDFF)����ͼ4��ʾ�� 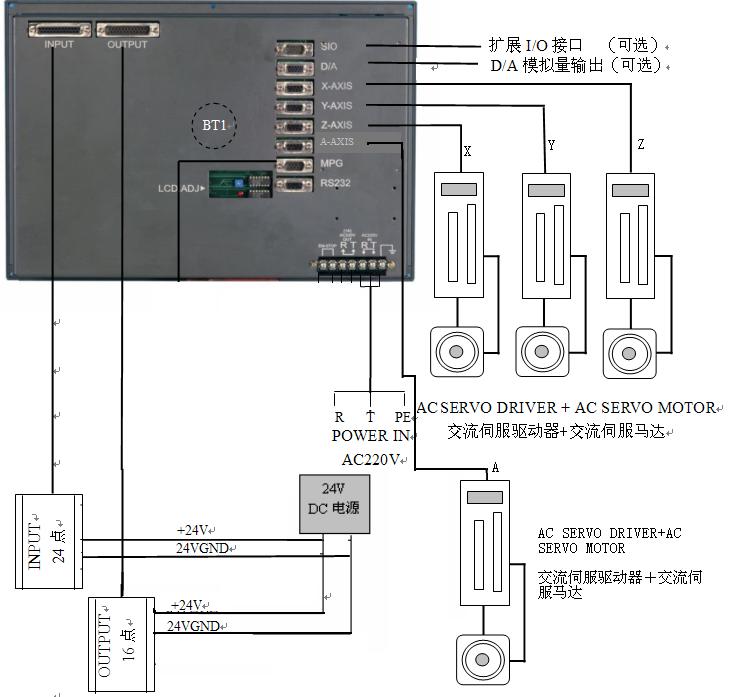 ���� ����
ͼ2 �ŷ�ϵͳ����ͼ
  ���� ����
ͼ3 �㽺���Զ����ŷ���ع�
 �� ��
��ͼ4 ASDA�ŷ�ԭ��
��1��PDFFǿ��ʽ�����ŵ㣺 •�ڴ�Χ���ع����仯,ϵͳ��Ȼ�����������ܣ� •����������в�ͬ�IJ������ƣ� •�ȶ�����ȫ��֤�� •�����������, ����ת������������ •��Խ����С�� ��2��PDFFǿ��ʽ����ȱ�㣺���Ʋ������ɷ�����ѧ�������, ʹ���������е������Դˣ�����п���������ԵĴ�С, �����������ں�ʮ��ǿ��������, ��ʹ����ѡ�á� 3.4����ϵͳI/O��Ĺ滮������ ����ϵͳI/O��Ĺ滮�����Ӳμ���1�� ��1 �ɣ��ϵ�滮 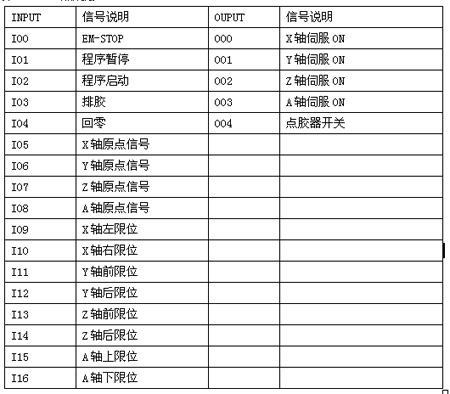
INPUT �ź�˵�� OUPUT �ź�˵�� I00 EM-STOP O00 X���ŷ�ON I01 ������ͣ O01 Y���ŷ�ON I02 �������� O02 Z���ŷ�ON I03 �Ž� O03 A���ŷ�ON I04 ���� O04 �㽺������ I05 X��ԭ���ź� I06 Y��ԭ���ź� I07 Z��ԭ���ź� I08 A��ԭ���ź� I09 X������λ I10 X������λ I11 Y��ǰ��λ I12 Y�����λ I13 Z��ǰ��λ I14 Z�����λ I15 A������λ I16 A������λ
3.5 ̨���ŷ�ϵͳ���� ��1���ֶ����ԡ�������ϵͳ�Ļ�е��װ�͵�����������Ϻ�����������λϵͳ��̨���ŷ������е��ֶ����Ʒ�ʽ��ͬʱ�������ŷ��IJ���P0-02���ó�14���û�����X���Y������������˶������ŷ�����ʾ���ϻ���ʾ�ŷ��ڴ˻�������Ӧ�õ�ת������JL/JM����������̨���ŷ��ĵ���С����GAIN.EXE�����ŷ���ʾ��ת������JL/JM������ͨ�����Լ����������ӦƵ��B.W�����GAIN.EXE�����У��ڵ㽺�������Dz��Գ��ŷ���ת������JL/JM����ӦƵ��B.W��80���������������Ҫ�IJ���������Щ�����ֶ�������ŷ��������У��㽺�������������С� ��2���Զ����ԡ����ֵ��Ա��ֶ�Ҫ���ˣ�����ҲҪ���ֶ������Ƚ�ת������JL/JM���Գ����������ֵ���뵽����P1-37�У��ٰѲ���P2-31���ó�64��P2-32���ó�5�������㽺���Ϳ������������ˡ� �ֶ��������Զ�����Ҫ��ȷ�Ķ࣬����ͨ����εļӹ����������Գ�һ�����ʺ����������IJ����������ֶ�������ʱ��Ҫ�Ƚϳ������ѵĹ���Ҳ�Ƚ϶࣬ͬʱ�ڳ����������Ĺ����У��ŷ������������Ҳ���dz��IJ����㣻̨��Aϵ���ŷ��ĸ����ܡ�����ʱ��̡��ڵ㽺��Ӧ���еĵ�Ƶ�����ȽϿ��ȵȣ����������ڵ㽺��������Ӧ����ʹ���Զ������Ƚ϶�һ�㡣 ��3������ϵͳ������˵�����д��ͨ������ϵͳ�ڵ㽺��Ӧ������Ҫ���ĵIJ���˵���� 0093: 00000256������ʽ�����趨��256���趨���ڼ䲻ͣ��ģʽ�� 0118: 00000100��X������ȷ�ĸ�趨��������һת���������� 0119: 00000120��X������ȷ����趨�����ݸ˵��ݾࣩ�� 0120: 00000100��Y������ȷ�ĸ�趨��������һת���������� 0121: 00000120��Y������ȷ����趨�����ݸ˵��ݾࣩ�� 0122: 00000100��Z������ȷ�ĸ�趨��������һת���������� 0123: 00000120��Z������ȷ����趨�����ݸ˵��ݾࣩ�� 0124: 00000100��A������ȷ�ĸ�趨��������һת���������� 0125: 00000120��A������ȷ����趨�����ݸ˵��ݾࣩ�� 0130: 00000001��X���趨�ػ�еԭ��ķ���0������1������ 0131: 00000001��Y���趨�ػ�еԭ��ķ���0������1������ 0132: 00000001��Z���趨�ػ�еԭ��ķ���0������1������ 0133: 00000001��A���趨�ػ�еԭ��ķ���0������1������ 0154: 00000001��X���趨�ŷ��������ת����0������1������ 0156: 00000001��X���趨�ŷ��������ת����0������1������ ��4��ASDA�ŷ�������˵����ASDA�ŷ��ڵ㽺��Ӧ������Ҫ���ĵIJ���˵��������������X��IJ���Ϊ���� P0-02:14����������״̬����ʾ��������ʾ������ת������ P1-01:2������ģʽ��������������Դ���趨�� P1-37:11���ŷ�����ĸ��ع����ȣ����Զ�ģʽ�������趨�ŷ�����ĸ��ع����ȣ� P1-44:12��P1-45:10�����ӳ��ֱȵķ��ӡ���ĸ��ʹ�ŷ���������Ĺ���˿�ܵȻ����˶��ľ�������λ��Ҫ��ľ�����ͬ�� P2-00:125��λ�ÿ������棻��Ҫ�����ŷ�λ�û���·��Ӧ���ԣ� P2-04:5526���ٶȿ������棻��Ҫ�����ŷ��ٶȻ���·��Ӧ���ԣ� P2-06:80���ٶȻ��ֲ����������ŷ�����������Ĺ̶�ƫ������������Ķ����� P2-25:3���������Ƶ�ͨ�˲��������趨�������Ƶ�ͨ�˲���ʱ�䳣���� P2-26:14���ⲿ���ŵֿ����棻�������Ӷ������ĵֿ����������ͼӼ��ٵĹ������� P2-31:64���Զ�������ģʽ�趨�����Զ�ģʽʱ�����趨��Ӧ��Ƶ���� P2-32:5�����������ʽ���趨�ŷ��ĵ���ģʽΪPDFF�Զ�ģʽ�����ع����ȹ̶����ŷ�����ӦƵ���ɵ����� 4������ �㽺���Ǿ��й㷺Ӧ��ǰ�����ֻ��ܿ������ߡ�PCB�������ߡ�SMT��װ�����ߵ���Ҫ�豸���д����ص㽺��������Ч���������ߵ���������ʱ�䡣��������Ч�ʺ��豸���ȶ��Ե������˵���ŷ��Զ���Ҳ��Ҫ������ѧ�Ĺ���������IJ�������Լ����õ��豸ά���뱣����ʵ�֡������г��������������ң�����Ŀ������Խ��Խ�����ҵӦ���д��������ľ���Ч�档
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���