|
|
��
��
��
��
��
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
տ�����糧��ˮ�����ֻ��������Ƶķ����������� |
|
|
| տ�����糧��ˮ�����ֻ��������Ƶķ����������� |
|
���ߣ����� ������Դ������ ������� ����ʱ�䣺2008-9-26 19:51:31  |
|
տ�����糧1�Ż����ͺ���N300-16.7/537/537-3(�ϸ�)��Ϊ���ٽ��м�������������������ʽ���顣1994��12�¿�ʼ�����У�1995��2����ʽ�ƽ���Ӫ����ֹ��2003��8��29�գ�������46717.32h��2003��8��30�գ���ʼ�Ա�̨������е����δ��ޣ��ڶԸ�ˮ�����ֻ��������ʱ�����ֵ�2�������з��洦����������ԭ������ȱ���շ���չ�����ƣ���Σ������İ�ȫ���У���Ҫ����ȱ�ݽ��к���������
1���Ʋ���ԭ�����
1.1���ֽ�ע���ܲ���
������ˮ�����ֻ��������ZG20CrMo��CrԪ�ص����������ϴ��ڽ�עʱ����Һ̬�����������Բ��ã��������͵������ϲ���⣬���ּ������������������Ӱ�����ּ��ڽ�עʱ�ij������������ZG20CrMo���ּ������ʹ��ڽ϶������ȱ�ݣ������ס�ɰ�ۡ����ɡ����ף��������У���Щȱ����ʱ�ᷢչ�����ơ�
1.2�ṹ����
�������ֻ�����ṹ���ӣ���ɾֲ�����С���ṹ�ĸ��Բ����ȣ��ڹ��ռӹ�ʱ����Ȼ����Ӧ���ֲ������ȣ��γ����ص�Ӧ����������
�����������ּ��Ľṹ�ص㣬�ڽ�עʱ���ײ�����ͬ���͵�����ȱ�ݣ������ס�ɰ�ۡ����ɡ����ף���Щȱ���������л�����չ�����ơ����ּ��Ľṹ���Դ��Ӻ�IJ���Ӧ��ˮƽ�ߡ�������ϵĺ������ֲ��ã��ڲ��������У����ղ����������ײ������ƣ���ʹ���ּ�ԭ�е�����ȱ���շ������ơ����ڽṹ��״�ĸ��ӣ��������Ӧ���ֲ������ȣ���ɾֲ��ط����β����ȣ�����������ı�����������������ϼ��������ϸ����״�ͳߴ�Ҫ��������������ܴ�����ѡ���
2�������Ʋ���������ѡ��
������������ּ��ij��油�����������֣����ð��������ȸֺ������䲹�������Ͳ��������ֺ������Ȳ���������
2.1���������Ȳ���ֺ����䲹��
2.1.1�䲹�����յ��ŵ�
�����䲹���ĺ�������ǰ�������֯�����ӹ����в�������䣬�Һ�������Ժ����ԽϺã���˿ɲ�Ԥ�ȣ�Ҳ���躸���ȴ��������˲������գ��������ּ��ܵ�����������ã��Ӷ���С��������Ӧ���ͱ��Σ���������֯�����нϴ���ܽ�ȣ��ɱ��⺸������������ƣ������������֯�Ľ����������������ƵĿ��ܣ���������֯��ȱ�������Ա��������֯�ͣ���ʹ�����ڲ�������Ҳ������չ����������֯�����������ǿ��С���������֯�ģ������Ӧ�������£���Ȼ�������Ա��Σ��Ӷ�ʹӦ���õ��ɳڣ������˽ṹ���ƻ���
2.1.2�䲹�����ڵ�ȱ��
����a) �����������Ĵ�Ӳ����
�����䲹��ʱ����������ȴ�ٶȽϴ���߿ɴ�120 ��/s���ڲ����Ľ��������ɱ���ز�����Ӳ��֯�����ָ�Ӳ�ȡ������ԵĴ�Ӳ��Լ��1mm������������ͷ�����ܴ�������Ӱ�졣
����b) �����庸��������������
�����庸����������ڸ��������У����Ц���������������Fe��Cr�Ľ����仯����Դ��Ӳ������������һ��ֲ��ڰ����徧���ı߽紦��ʹ�����庸��������½��������ϱ�����18Cr8Ni�����庸������ڸ����³�������1000 h�����ڦ���������ʹ��������Ա仯���Ⱥܴ��������ֵ����ԭ����ֵ��10%���ҡ�
����c) �����庸������������ĸ��֮���̼��ɢ����
�����庸���������ĸ�ļ�ĺϽ������ʮ�����⣬�ر���CrԪ�ص�������������������ĸ�ĵ�̼����ɢ���������Ӷ��ڽ�����ĸ�IJ������̼�㣬�����徧������ǿ���½����ڻ�����ͣ����ѭ�������У�����̼�������ƣ�����ƶ��ƻ���
����d) ��ͷ�����ĸ���Ӧ��
��������������������ϵ����ͬ���ڽ��������У������¶ȵı仯������ͣ����ѭ�������У��ڽ�ͷ�Ľ��潫����������Ӧ��������������ѭ�����������ӣ���Ӧ���仯�������ͷ����ƣ���ƻ���
2.2��������ȸֺ������Ȳ���
�����Ȳ����������ڲ��������������ּ����ϻ���һ�£��ڸ������������£���������䲹��ʱ���ڵĦ������������⣬������ͷ�������ȶ������ǣ��Ȳ������ո��ӣ���Ը������Ԥ�Ⱥͺ����ȴ��������ڸ��Ӽ��ȴ��������ӣ�������������ּ������IJ������������������һ���ijߴ�Ҫ��������Ȳ����������ϸ���Ʊ����Ƿdz���Ҫ�ġ��Ȳ�����Ȼ��ȡ������մ�ʩ����ʵ�����������Ⱥ����������ĺ��죬Ӧ��ˮƽ���ǽϸߵģ���ʱ�ӽ�ĸ�ĵ��������ޣ��������������֯�ĺ������Ժ����Ծ��ϰ����庸��Ϊ����Ӧ��ˮƽ������������Ӧ�ϸ����Ԥ���¶ȡ��ȴ����¶ȺͲ���¶ȣ�������С����Ӧ�������ƺ�����֯��
����Ϊ�˱�֤��������֯�����ܣ������亸�����IJ��ȶ��ԣ����Ǿ���������������ȸֺ������Ȳ������ա���
3�����Է���
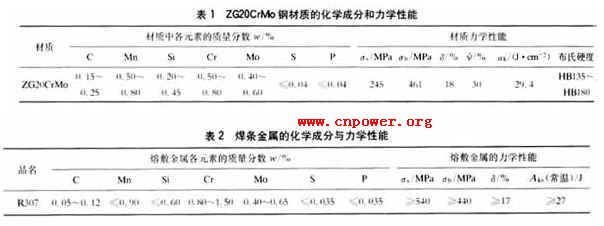
������ˮ�����ֻ����������ZG20CrMo����Cr, MoΪ��Ҫ�Ͻ�Ԫ�ص���������ȸ�, �仯ѧ�ɷֺ���ѧ���ܼ���1��
������������ȸ����ں�̼���Ͻ�Ԫ�ؽ϶࣬���켰��Ӱ�������׳��ִ�Ӳ��֯�����������Խϴ�ͷӦ����ʱ�����ײ��������ƣ�Ӧ���к�ǰԤ���뺸���ȴ������Լ�С���Ӳ���Ӧ���Ӷ����������ƵIJ��������ǣ������ֳ������Ĺ�������ṹ���ӣ����ѶԲ��������г���ij��Ԥ�Ⱥͺ����ȴ��������ڹ����ṹ���Դ����ȴֲ�����ʱ�����ĺ��Ӿ���Ӧ���ϴ�ͬʱ��ȴ�ٶȴ�ɢ�ȿ죬�����þֲ����ȵķ��������ƺ���ʱ����ȴ�ٶȣ�Ԥ�ȡ����Ӻͺ����ȴ�����������ɱ��ε������ص㣬�������������Ӻܴ���Ѷȡ�ʹ�ð����岻��ֺ����Դ������������䲹����Ȼ�ܽ�������������⣬��������ĸ�������ֽ�����ϣ��������ۺ������Թ��ɲ㡢�ۺ�������̼Ǩ�ơ�������ϵ����ͬ�����⣬��������ij��ڰ�ȫ�����ܵ�Ӱ�죬��˾�������ͬ�ʺ��IJ�����ͬ�ʲ�������ͬʱ��ֿ��ǹ�����������ṹ�����ԡ���ȴ�ȶ������ص���ϣ������ʵ��ĺ��ӹ��ղ�����Ԥ�Ⱥͺ����¶ȡ���ȴ�ٶȵȲ��ܱ�֤���������ijɹ�����
4���ӹ���
4.1�����豸
����ѡ������LINCOLN��˾��V300-���ͺ�����������1�ף�����MX2�����߲�����1̨������Ȳ������ȹ���1�ס�
4.2�����¿�
�����û�е�������������Ƴ�����������ĥ�¿ڳ�Բ�����ɵ�U�͡��ڲ�����ʩ������֤����������ǰ���£��¿ڵĽǶ�ԽСԽ�ã��Լ�������������������ٺ���Ӧ������߹���Ч�ʡ�
4.3���ӹ���
����a) ���ӷ���
������ĥ���¿ڽǶ�Ҫ����С����������50 mm��벻���ǹ�������¿ڵײ�����˲���ʹ���ֹ�벻���������ֻ�ܲ����ֹ��绡��ʩ����
����b) Ԥ���¶ȼ�����¶�
����Ԥ��150��200 �棬���ֲ���¶Ȳ�����300 �棬ʹ������MX2�����߲��¶��ǽ����¶ȼ�⡣
����c) ���Ӳ���
����Ϊ��֤����������ǿ�Լ������������㹤�����ڸ������е�Ҫ��ѡ���۷�����Ļ�ѧ�ɷּ���ѧ������ĸ������ĵ��⺸�Ӳ��ϡ���R307������ֱ��3.2mm���۷�����Ļ�ѧ�ɷּ���ѧ���ܼ���2����ǰ��350 ��決1 h��������ã������ڱ���Ͳ�ڡ�
����d) ���ӹ��ղ���
����Ϊ�˼��ٺ��������룬���ٺ���Ӧ��������С�淶����ʩ�������ӵ���90��120 A��ֱ�����ӣ���ѹ20��25 V�������ٶ�40��70mm/min����
5���Ӳ�������
�������Ӳ���������ϸ�������£�
����a) ����̽�˷���ȷ�ϲ�������λȱ���Ѵ�ĥ�ɾ����Բ������¿ڼ�����50mm��Χ�ں���������⣬���ñ�ͪ����ɴ����ȥ���¿ڴ������ۡ�ˮ�֡�̽���Լ������ʡ�
����b) �������Ի�����Ⱥ��Ӳ�λ�����������¶ȴ�150��200 �棬��������������¶Ⱥ�����¶�֮�����50 �档
����c) ʩ�����ö̻�����������ֱ���������Ͻ��ڶ���ÿ��ֵ���ÿ��������Ȳ�����4mm�������ʩ����һ����������ǰһ��������1/3��ÿ����һ������Բͷ����ʱ�Ժ������г�ִ�������ͨ����������ı���ʹ����Ӧ�������ɳڡ�
����d) ������֤���㹻����ĥ������
����e)������ɺ����Ӳ�λ������150 �����½���ȥ������������Ի�����Ⱥ��Ӳ�λ����С��300��/h���ٶȻ������µ�350��400 �沢����15��20 min���ù������������������¡�
����f) ������������48
h�Բ�����������ĸ�Ľ��б����ۼ�飬ȷ��������ȱ�ݣ��ٲ��û�е��ĥ����ǯ���Ӳ�λ��ʹ������ɫ��̽�˼����Ҫ��
����g) ��JB 4730��Ҫ�Բ�����������̽�ˣ�ȷ�ϲ�����������״��ʾΪ�ϸ�
����h) �������з��棬ʹ֮�ﵽʹ��Ҫ��
6������
������տ�����糧1�Ż����ˮ�����ֻ�������в���������澭̽�˼���ϸ�װͶ������ʹ�������Ѵ�1800h��δ�����κ��쳣��˵�����ֳ�ZG20CrMo����ͬ�ʲ���һ�γɹ������õķ�������������ȷ�������ģ�ȷ���˻���İ�ȫ������Ӫ�ˡ�
|
|
| ����¼�룺admin ���α༭��admin |
|
|
��һƪ���£� ��ˮλ���в��ȶ���ԭ��������Ľ���ʩ
��һƪ���£� ��������ջ����½� |
|
|
| �����壺С �����������������������ղ��������ߺ���������ӡ���������رմ����� |
|
�� ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ��� ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ��� |
|
|
|
|
|



