|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
邯峰发电厂#1给水泵汽轮机排汽管道位移大的处理措施 |
|
|
| 邯峰发电厂#1给水泵汽轮机排汽管道位移大的处理措施 |
|
作者:佚名 文章来源:不详 点击数: 更新时间:2008-9-26 19:51:12  |
|
摘 要:通过对邯峰发电厂#1机组小汽轮机汽封间隙变化分析,确定了原因在于小汽轮机浮动布置方式和排汽管道万向铰接补偿器常平环刚度不足,经过中方设计人员计算,确定了改造方案,解决了此问题,同时#2机组也得到了借鉴。
关键词:给水泵汽轮机;管道位移;分析;汽封间隙
邯峰发电厂#1、#2机组分别设计有1台35%容量的电动给水泵和2台50%容量的汽动给水泵,3台给水泵均布置于16 m运转平台。汽动给水泵由德国KSB泵厂生产,给水泵汽轮机(以下简称小汽轮机)由德国SIEMENS公司生产,小汽轮机汽封采用普通的梳齿型结构。供、排汽管道系统由德国SIEMENS公司设计。供汽汽源主要有5段抽汽、再热冷段、辅助蒸汽,小汽轮机排汽经ø2 220 mm管道排至凝汽器。
1 问题的提出
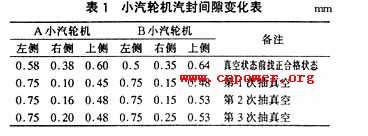
邯峰发电厂#1机组自2000年10月开始整套启动,当凝汽器抽真空后,发现2台小汽轮机对轮中心发生较大的变化。经检查发现,小汽轮机排汽管道向凝汽器侧有较大的移动。随着凝汽器真空值增加,管道位移越来越大,外观观察排汽管道向凝汽器侧最多位移达65 mm,造成了小汽轮机汽封间隙跑偏,影响了小汽轮机试运转。汽封间隙变化见表1。
2 原因分析
2.1 小汽轮机排汽管道设计原理
#1机小汽轮机布置在16 m运转层平台水泥台座上,水泥台座由布置在运转层钢结构上的弹簧组支撑,整个小汽轮机和运转层钢结构属于国内罕见的悬浮式布置。排汽管道在16 m运转层和9 m加热器平台之间,管道布置形式如图1所示。
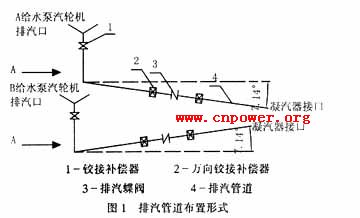
小汽轮机排汽管道上设计有3个补偿器,水平管道上装有2个万向铰接补偿器,分别布置在小汽轮机排汽阀门两侧。立管上安装有1个铰接补偿器。由于来自大气的压力较大,水平管道将受到来自A向巨大的轴向推力。为了保证凝汽器不受到推力,水平管道上的2个万向铰接补偿器将水平管道上的巨大推力吸收。与此同时,立管也将随之向凝汽器侧移动,为了使小汽轮机也不受到推力,此时立管铰接补偿器产生以铰接点为中心点的小折角。所有来自大气压A向的压力,均应被3个补偿器吸收。而铰接补偿器铰接点以上的部件和阀门后万向铰接补偿器铰接点以后的部件均不受力。因此,3个补偿器联合作用可以吸收水平管道上的轴向位移和立管上的径向位移,小汽轮机排汽管道应按照图2所示虚线轨迹变化。
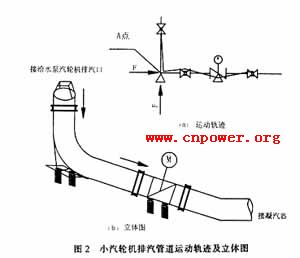
当凝汽器破坏真空时,小汽轮机排汽管道立管铰接补偿器铰接点和水平管道阀门后的万向铰接补偿器铰接点之间的管道部件将基本复位,确保机组安全运行。
2.2 原因分析
当凝汽器抽真空时,小汽轮机排汽管道运行工况下,来自A向大气的压力约为:

式中 F―――作用在排汽管道上的力,N
P―――凝汽器真空与大气压差值,MPa
d―――排汽管道直径,m
由于来自大气的压力较大,自然水平管道和立管将受到巨大的推力,补偿器联合作用,虽然可以吸收水平管道的轴向位移和立管的径向位移,但是由于水平管道布置并不是垂直于凝汽器连接,而是A、B2台小汽轮机排汽水平管道与凝汽器垂直方向均设计了一个7.14°的角度,在水平管道上还产生一个扭力F′=Ftg7.14°=348 191×tan7.14°=43 160(N)。F′没有被水平管道上的万向铰接补偿器完全吸收,余力沿立管向上传递,使立管产生扭转,但立管上的铰接补偿器只能以铰接点为中心在垂直方向进行很小的转动,而不能吸收水平管道传递来的扭力,因此被直接传递到小汽轮机,虽然该扭力很小,但由于德方设计的小汽轮机悬浮布置在弹簧机座上,很小的扭力会导致小汽轮机发生扭转。因此汽封间隙发生变化,管道偏移过大时,会导致小汽轮机轴承座被拽偏。
3 处理措施
3.1 处理过程
小汽轮机汽封间隙发生变化后,中德双方立即成立了缺陷处理小组。德方专家首先在水平管道2个补偿器中间的排汽管道正上方安装固定支撑,用于顶住排汽管道,限制其向上位移,同时,用固定支架限制排汽管道弯头支架位移,改造后,对凝汽器进行了抽真空试验,结果问题依然存在,不能满足小汽轮机启动要求。然后,德方专家又采取加长水平管道长度,根据真空状态下排汽管道向凝汽器侧移动位移值,在阀门法兰结合面处加装50 mm厚钢垫圈,用来补偿管道位移,真空试验结果仍然不能满足小汽轮机启动要求。最后,归纳出其根本原因在于小汽轮机的悬浮布置方式,这种方式绝对不允许小汽轮机承受来自立管方向的扭力。由此,制定出2套方案,一是更改图纸设计,采用1个曲管压力平衡波纹补偿器取代2个万向铰接补偿器和1个铰接补偿器;二是现场改造已安装的万向铰接补偿器。经过现场勘察,安装曲管压力平衡波纹补偿器需要空间位置较大,如果更换补偿器,需要更改许多管道,而且曲管压力平衡波纹补偿器还存在一个生产周期问题,因此决定采取第2套方案。如图3、图4所示。
3.2 具体措施
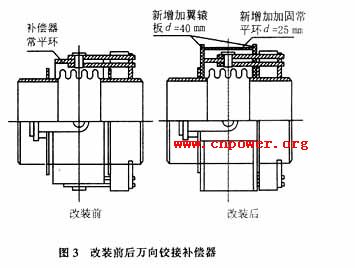
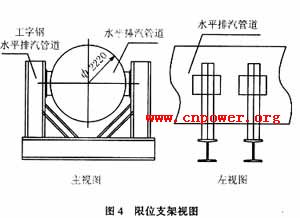
在万向铰接补偿器的常平环两侧拼装高200 mm、厚40 mm环形钢板作为加固翼缘,环形翼缘板内环与万向铰接补偿器外壁焊接,然后沿翼缘的外环顶端焊接宽570 mm、厚25 mm环形钢板,保持万向铰接补偿器铰接点处断开。加固后的万向铰接补偿器常平环,可以提高水平管道万向铰接补偿器的刚性,吸收水平管系产生的扭力,同时在水平管道增加滑动支架,当水平管道受到扭力时起到一定的保护作用。由于改造后管系的质量增加,同时需要重新调整#1和#2弹簧支架的载荷,确保管系载荷分布平衡。
4 应用效果
在2000年11月初的凝汽器抽真空试验中,小汽轮机排汽管道向凝汽器侧位移最大只有10 mm左右,满足了设计要求。并对小汽轮机轴承座、汽封间隙重新进行了调整,同时对小汽轮机各监测点进行了测量,测量结果合格。在#2机组小汽轮机排汽管道安装之前,万向铰接补偿器生产厂家已按照现场实际情况做了改造,运行至今,2台机组小汽轮机排汽管道工况良好。
|
|
| 文章录入:admin 责任编辑:admin |
|
|
上一篇文章: 论联合循环汽轮机的设计
下一篇文章: 660 MW机组防止汽轮机进水系统的改进 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



