|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[组图]打底焊和薄板焊接的新工艺 |
热 ★★★ |
|
| 打底焊和薄板焊接的新工艺 |
|
作者:佚名 文章来源:网上搜集 点击数: 更新时间:2007-6-11 17:23:01  |
|
电弧稳定,工艺简单
2005年9月,KEMPPI在Essen展上推出一种新的焊接工艺FastROOTTM,FastROOTTM是一种用于结构钢和不锈钢的MIG/MAG打底焊和薄板焊接的新工艺。焊工焊接更简单,速度更快。它允许全位置焊接,形成理想的熔深和无飞溅的焊道。
FastROOTTM是一种改进的短弧焊接工艺,焊接速度和生产率大大高于TIG焊。Fastmig Synergic系列焊机采用了这一工艺。
开发新型打底焊工艺的需求
Kemppi用户近来不断提出开发新的打底焊和薄板焊接工艺的需求。焊接工业强烈要求提高生产效率和质量,而现在使用的手工电弧焊、TIG焊和传统的MIG/MAG焊并不适用于打底焊。一些焊机采用修改的MIG/MAG工艺进行打底焊,但受到很大限制。Kemppi开发FastROOTTM工艺与焊接生产紧密结合,既符合工业要求,又保证焊接速度。
单面焊
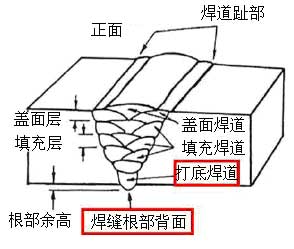
F1打底焊是开坡口多道焊的第一条焊道
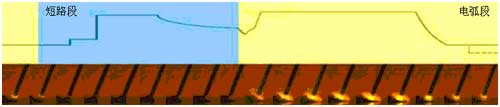
F2FastROOTTM是熔滴过渡期间电流波形,它包括燃弧周期和短路周期
FastROOTTM焊接工艺:
FastROOTTM是数字控制电压和电流参数,监控短路,控制合理的熔滴过渡时间。
工作原理是不同的焊接电流产生不同的焊缝成形,同时焊缝成形又与短路和燃弧周期的上升斜率有关。
FastROOTTM是一种改进的短弧焊接工艺,不同于普通的脉冲焊接。在第一个上升台阶,填充金属从短路状态过渡到熔池;在第二个上升台阶,电弧能量突然上升并保持一个理想的水平。在第一个上升台阶前,当填充金属接触到熔池时会有一个短路峰值电流,电流快速增加到一个理想的水平以形成所谓收缩力,使熔滴从焊丝顶端分离。电流缓慢下降以确保熔滴分离。一旦熔滴进入熔池,开始第二个上升台阶,开始引弧过程。设备监控熔滴分离的整个过程,合理的电流上升下降时间能产生无飞溅的短路到燃弧过渡。第二个上升台阶控制熔池形成并保证足够的熔深。两个上升台阶相互交替,中间为基值电流时间。基值电流保证在下一个短路周期前形成下一个熔滴。
快速且恰当的电流波形控制确保无干扰且无飞溅的熔滴分离并传送到熔池中,从而得到稳定的电孤,焊接工艺容易控制。
使用FastROOTTM工艺焊接
Kemppi的Fastmig Synergic系列焊机允许焊工控制送丝速度、第二个上升台阶和基值电流。
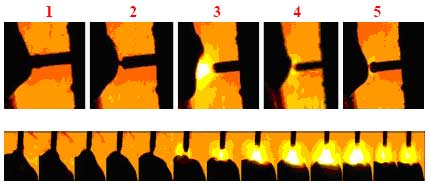
F3显示高速摄像下焊丝和电弧的形态
两种焊接技术
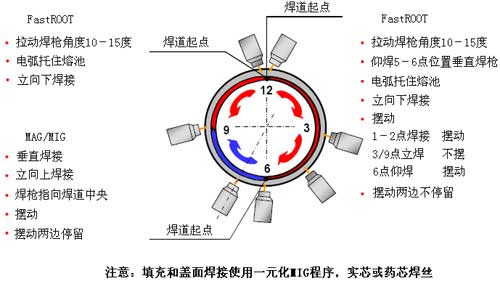
F4 两种管道焊接技术
F5 打底焊的摆动方法
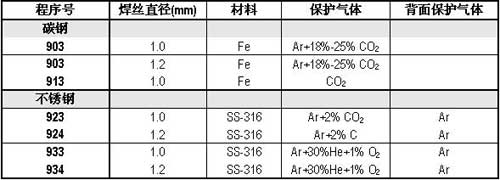
F6 标准配置的一元化打底焊程序
打底焊可以采用不同的技术,FastROOTTM允许从12点到6点位置向下焊接,或12点到9点位置向下焊接,再用常规短弧焊从6点到9点位置向上焊接。采用FastROOTTM从12点到6点位置向下焊接时,焊枪拉动角度10-15度。也可以转动管道焊枪保持一定位置,例如2点位置。
一个最重要的技术关键是将电弧对准熔池的上部而不是一侧。如果熔池侧面有足够的能量,将在背面产生飞溅。应在摆动中将电弧对准熔池上部,焊工在两侧不停顿,摆动到一侧后立即向回摆。摆动频率高于普通的立向上短弧焊。FastROOTTM允许不摆动焊接,在摆动中增加焊接速度,焊道将更加平滑。
工艺应用
FastROOTTM工艺专门为打底焊设计,但也可以用于薄板焊接。常用的焊接材料是结构钢和不锈钢。F6是标准配置的一元化打底焊程序列表。另外,用户也可以自己定义曲线以满足不同产品的需要。第一个用户定义的一元化打底焊曲线是铁素体不锈钢EN10088 1.4539-904L和EN10088 1.4464-22%Cr复合钢板。也有一些适用于不同保护气的一元化程序。
FastROOTTM工艺的第一批用户包括Nor-wegian公司的造船厂,用户认为FastROOTTM设备容易操作和调整,他们同时也称赞无飞溅的焊道;这一工艺也用在挪威Ormen Lange项目上,这是世界上第二大海洋天然气钻井平台,管道使用量世界第一。海洋工程用户采用不同的接口形式和参数检测这一工艺,检测结果均到达质量标准。
总结
FastROOTTM工艺是一种改进的短弧焊接工艺,适用于打底焊和薄板焊接。一元化焊接曲线可用于结构钢和不锈钢的全位置焊接。操作简单,焊工可以完美地控制电弧。
工艺特点:
生产效率和速度高于TIG焊
无飞溅
同一台设备可以实现打底焊和填充焊
容易操作
良好的打底焊焊道表面和背面成形
焊后处理量少
使用简便灵活
全位置焊接
|
|
| 文章录入:设备管理 责任编辑:设备管理 |
|
|
上一篇文章: 对高频焊接翅片管的分析
下一篇文章: 电站用奥氏体不锈钢焊接 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



