|
摘 要: 研究了高强Al-Cu合金2219 MIG焊焊接接头组织与性能。2219铝合金焊缝显微组织为α(Al)+ α(Al)-CuAl2共晶,焊接接头中焊缝硬度值最低,焊缝拉伸性能最差,因此焊缝为焊接接头最薄弱区。2219铝合金焊接接头力学性能远低于母材的力学性能,强度系数仅为母材的63.2%。焊接接头经过人工时效处理,降低了焊接接头塑性,提高了接头强度,强度系数达到母材的67.6%。
关键词: 高强Al-Cu合金 焊缝显微组织 时效处理
0 序言
铝铜合金也称硬铝合金,可热处理时效强化,具有很高的室温强度及良好的高温和超低温性能[1],因此铝铜合金是工业中应用广泛的金属结构材料之一。在铝铜系列合金中,多数合金的焊接性能不良,焊接接头强度系数仅为母材的60%[2],严重制约了铝铜合金在工业中的进一步应用。2219铝合金是一种高强、耐热、焊接性相对较好的铝铜合金[3],由于国内对其焊接性能研究较少,其主要作为优良的贮箱结构材料,因此,研究2219铝合金焊接接头组织与性能,有利于进一步扩展2219铝合金的应用范围。
1 试验材料及试验方法
试验材料为板厚20mm的2219-T87高强铝铜合金,焊丝为ER2319,直径为1.6mm。2219铝合金及ER2319焊丝化学成分见表1。焊接设备采用德国CLOOS公司生产的Qunito 503 MIG焊机,保护气体为纯度99.9%的氩气。焊接后从试板上沿焊缝横向截取试样,加工成拉伸试样。对拉伸试样进行时效处理,人工时效工艺为:160℃时效16小时。拉伸实验在AG-250KNE电子拉伸实验机上进行。用MICROMET硬度仪测量焊接接头横截面的维氏硬度变化,压头载荷为5Kg。用E2-X30P/R型光学显微镜观察显微组织,用JB-30能谱仪进行化学成分分析,最后利用SSX-550扫描电镜对断口进行分析。
表1 2219铝合金及ER2319焊丝化学成分(质量分数,%)
|
|
Cu |
Mn |
Mg |
Zn |
Ti |
Zr |
V |
Al |
|
2219 |
6.28 |
0.30 |
<0.02 |
<0.10 |
0.048 |
0.12 |
0.07 |
余量 |
|
ER2319 |
6.3 |
0.3 |
<0.02 |
0.25 |
0.15 |
0.18 |
0.10 |
余量 |
2 试验结果和讨论
2.1母材及焊缝显微组织
图1 和图2 分别为母材及焊缝显微组织。
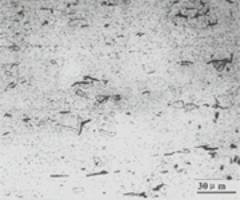 
图1 2219铝合金显微组织 图2 2219铝合金焊缝显微组织
由图1可见,2219铝合金是以α(Al)为基体,含有许多第二相。白亮色的为θ相(CuAl2),黑色条状为Τ相(CuMn2Al12),并沿压延方向排列。从图2可以看出,2219焊缝基体组织为 α(Al), α(Al)的晶界和枝晶间分布α(Al)-CuAl2共晶,因此2219铝合金焊缝显微组织为α(Al)+(Al)-CuAl2共晶。
2.2 2219铝合金母材及焊接接头拉伸性能比较
2219铝合金母材及人工时效处理条件下焊接接头拉伸性能见表2。由表2可以看出焊态下焊接接头强度系数为母材的63.2%,延伸率(δ)仅为4.7%,远低于母材的15.4%。将时效处理后的焊接接头拉伸性能与焊态下的接头拉伸性能进行比较,发现经过人工时效处理,接头强度明显提高,抗拉强度σb由296.4 MPa上升到316.4 MPa,强度系数达到母材的67.6%,塑性有一定的下降,延伸率δ由4.7%降到4.0%。对接头拉伸断口进行观察发现焊接接头断裂部位均为为焊缝,说明焊缝为焊接接头薄弱区。焊缝显微组织为α(Al)+ α(Al)-CuAl2共晶, 其中α(Al)固溶体中含有大量溶质原子,如Cu、Mn等。人工时效处理促使焊缝α(Al)固溶体Cu原子偏聚,在基体中析出大量细小、弥散的强化相θ′,因此提高焊接接头强度,塑性降低。
表2 2219铝合金母材及焊接接头拉伸性能
|
|
σb/MPa |
σ0.2/MPa |
δ/ % |
ψ/% |
强度系数/% |
|
母材 |
468.0 |
358.5 |
15.4 |
26.3 |
|
|
|
焊态 |
296.4 |
190.7 |
4.7 |
19.7 |
63.2 |
|
焊接接头 |
人工时效 |
316.4 |
221.0 |
4.0 |
20.0 |
67.6 |
2.3 2219铝合金焊接接头硬度比较
2219铝合金焊接接头硬度分布见图3。

图3 焊接接头硬度分布
由图3可以看出,焊接接头HAZ的硬度高于焊缝的硬度,越靠近熔合线,焊缝硬度越低,在熔合线附近焊缝硬度达到最低。而HAZ则恰恰相反,随着离熔合线的距离越远,焊接热循环峰值温度逐渐降低,焊接热循环对HAZ的影响越小,HAZ硬度逐渐上升。焊接接头中焊缝硬度值最低,而拉伸试验表明焊接接头断裂部位为焊缝,焊接接头中焊缝拉伸性能最差,因此焊缝为焊接接头最薄弱区。
当熔池开始凝固时,首先析出溶质含量低的α(Al)固溶体,大部分溶质原子,如:Cu、Mn等被排挤到低熔点的液相中。凝固结束时,富溶质的液相在晶界和枝晶间形成了共晶相,因此贫溶质的α(Al)固溶体具有低的硬度,故焊缝区的硬度最低。紧靠熔合线的局部熔化区经历了高的峰值温度,使母材中的析出相完全溶解,并导致晶界局部熔化,形成一些共晶液相,一部分溶质原子集中到液化相中,导致基体溶质过饱和度下降,随后冷却过程中析出强化相减少,结果使局部熔化区中的固溶硬化和析出相硬化效果降低,同时该区晶粒粗大,所以局部熔化区的硬度较低。邻近局部熔化区的热影响区硬度与母材相比,也发生了明显的软化。该区域也经历了充分的加热,发生了平衡相θ的脱溶、析出和聚集长大,即发生了“过时效”,因此HAZ的硬度降低。母材为T87状态,即经过固溶处理,预变形和人工时效,基体中有大量细小、弥散的强化相,如θ′和T相析出,所以母材的硬度最高。
2.4母材及焊缝拉伸断口扫描电镜分析
 
图4母材拉伸断口 图5 焊态下焊接接头拉伸断口
图4为母材拉伸断口形貌,图5为焊态下焊接接头拉伸断口形貌。由图4可以看出,母材断口由许多大小不一的韧窝组成,韧窝较深,断口为塑性断口。焊接接头断口也由大量韧窝组成,韧窝浅且小,说明材料未发生明显的塑性流动。因此,从图4可以确定母材断裂需要施加更大的应力,这和拉伸试验结果相吻合
3 结论
(1)2219铝合金焊接接头断裂部位为焊缝,而焊接接头中焊缝硬度值最低,因此焊缝为焊接接头最薄弱区。
(2)2219铝合金焊接接头力学性能低于母材的力学性能,焊接接头经过人工时效处理,提高了焊接接头强度,降低了接头塑性。
参考文献
1 中国机械工程学会焊接学会编. 焊接手册, 第二卷[M]. 北京:机械工业出版社, 2001. 520
2 周振丰.焊接冶金学[M].北京:机械工业出版社,1995.33~135
3 Huang. C , Kou S.Partially Melted Zone in Aluminum Welds:Solute Segregation and Mechanical Behavior[J].welding Journal,2001,80(1): 9s~17s
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)