|
在锅炉检验中发现 , 锅炉结垢已不是主要倾向。氧腐蚀 的问题显得格外突出 , 因氧腐蚀造成的锅炉事故有逐年上升 趋势。给水中溶解氧的存在是锅炉发生化学腐蚀和电化学腐蚀的主要因素。为保证锅炉安全经济运行 , 在 GB1576 《工业 锅炉水质》标准中明文规定 :“ 当锅炉额定蒸发量大于等于 6t/h 时应除氧 , 额定蒸发量小于 6t/h 的锅炉如发现局部腐蚀 时 , 应采取除氧措施 , 对于供汽轮机用汽的锅炉给水含氧量 应小于等于 0.05mg/L 。锅炉额定功率大于等于 4.2MW 时 ,热水锅炉给水应除氧 , 额定功率小于 4.2MW 的热水锅炉给 水应尽量除氧。 “ 但由于除氧方法选择不当或不采取任何除氧 措施 , 锅炉给水中的氧和二氧化碳 , 随着水的流程逐渐与金 属发生反应 , 所以省煤器最容易发生腐蚀。其次是给水管道 和锅筒水位线附近 , 其腐蚀速度相当快。给水除氧的方法多 数蒸汽锅炉采用热力除氧 , 少数采用化学除氧和真空除氧。热 力除氧不适用热水锅炉。
一、化学除氧法 化学除氧法是将给水通过一定的化学反应而达到除氧的目的。常用的有药剂除氧、钢屑除氧两种。
1. 药剂除氧
常用的化学除氧剂有亚硫酸纳和联氨 , 将其加入给水后与氧气发生化学反应 , 生成无腐蚀性的物质。加亚硫酸销时 , 通常将药剂配成 6~9 × 10-2 浓度的溶液 , 通过压差式加药罐 加入锅炉给水中。联氨易挥发 , 对人体呼吸系统和皮肤有危害 , 使用时必须加强防护。经验证明 , 对低压锅炉 , 若保持锅水中联氨含量在 20~3O mg/L 时 , 即使给水不在锅外除氧 , 也可防止锅炉腐蚀。
2. 钢屑除氧
当给水流经钢屑除氧器 ( 图 7-7)时 , 水中的氧在与钢屑接触过程中即 可使钢屑氧化同时除去水中的氧。
常用的钢屑为 0~6 号普通碳素钢 , 切不可用合金钢屑。
影响钢屑除氧效果的因素很多 ,主要有下列四个方面 :
(1) 水的流速。水中含氧量越多 , 水流速度应相应降低。一般水中含氧3~5mg/L 时水流速度约为 20~70 m/h 。
(2) 水的温度。水温一般保持在 70 。 C 以上 , 温度越高 , 反应速度越快 , 还不易带出锈。
(3) 钢屑表面的清洁程度。表面被污染的钢屑 , 在使用前应先进行碱洗除油 , 再经酸洗除锈。
(4) 钢屑装人量。装入量太少会使钢屑与氧接触时间减 少 , 除氧效果降低。装入量多使水流阻力增加。通常取钢屑 装填密度为 0.8~1t/m3 。装填钢屑时应逐层捣紧 , 尽量充填 均匀。
钢屑除氧法设备简单 , 运行方便 , 维护容易。但在新换 钢屑初期除氧效果好 , 以后则逐渐下降。钢屑除氧法的除氧 率约为 50 × 10-2, 不能满足需要 , 因此通常与其他除氧方法 配合使用。
二、真空除氧
1. 性能简介
真空除氧目前在国内外是一种先进的除氧技术 , 它可实 现水在低温状态下除氧。其适应范围广泛 , 不但适用于蒸汽 锅炉 , 而且适用于热水锅炉及工业用水的除氧。操作运行简 单可靠 , 不用自控调节 , 给水温度变化范围广 , 可在很宽温 度范围内各种变化工况下工作 ; 可利用系统余热 , 相对热力 除氧可节省大量蒸汽和能源 , 从而提高了运行设备的经济效 益。对于给水温度要求 60 ℃和常温给水的工业蒸汽锅炉及热 水锅炉 , 用汽量波动性比较大 , 不能采用热力除氧或采用热 力除氧不可靠的工业部门 , 射流真空除氧整套装置是最理想 的除氧设备。
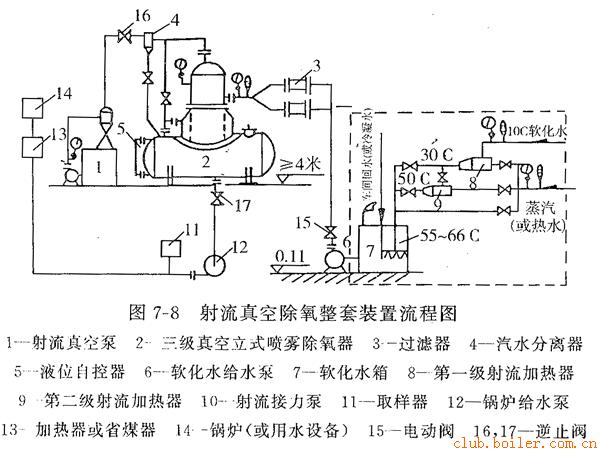
该装置的特点是采用以水为工作介质 , 新结构形式采用 喷射器、射流真空泵和沸腾式三级真空除氧器 , 并采取了独 特的工艺流程方法 , 利用低品位余热采用射流加热器加热软 化水作为真空除氧器的前级处理方法 , 减轻了除氧器和真空 泵负荷 , 提高了真空除氧的经济性 , 由原来吸入头降到 4m, 同锅炉一个平面放到二楼即可。采用喷射器设计的射流接力 泵 , 主要用于低位锅炉房小型快装锅炉 , 水暖锅炉。工业用 水的真空除氧 , 可在地平面内布置 , 不用高层建筑投资即可 采用真空除氧技术。由于注意解决了真空系统的泄漏和深度除氧问题。从 ' 而实现了在各种水除氧、除氮、防腐处理范围内都能采用真空除氧技术。无论是电站锅炉 , 热电站线路的 除氧 , 工业蒸汽锅炉 , 热水锅炉 ( 大型锅炉或小型锅炉 ), 海 水淡化装置 , 油田注水装置 , 已用冷却水及矿山行业用水的 除氧、除氮 ; 无论是有蒸汽源或无蒸汽源的地方 , 提供了一 套系统的较完整的、可靠的真空除氧设备与方法。
2. 真空除氧工艺流程图 见图 7-8。
三、热力除氧
1. 原理 : 气体在水中的溶解度与水的温度有关。在一定的压力下 , 随着水温升高 , 气体的溶解度相应降低。热力除 氧就是利用这个原理 , 将水加热到沸点 , 使水中的气体溶解度为零 , 而达到除氧和除二氧化碳的目的。
2. 结构 : 常用的大气式热力除氧器的结构有两种 :
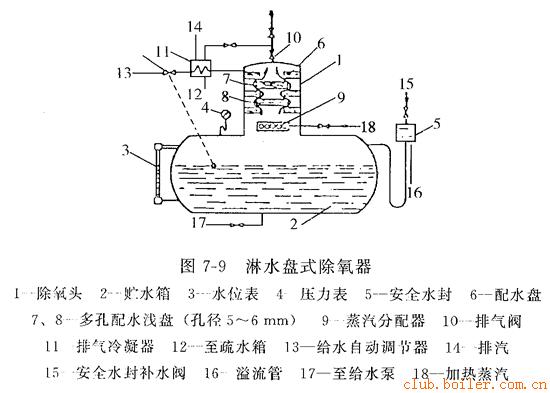
(1) 淋水盘式除氧器由除氧头和贮水箱两部分组成 ( 见图 7-9)
作用主要是在除氧头中发生的。需除氧的水从除氧头上部经配水盘和多层多孔筛形淋水盘使水分散成多股细流 , 层 层下淋。加热蒸汽从除氧头下部经蒸汽分配器向上流动 , 在淋水层内 , 水、汽逆向流动将水加热并进行除氧 , 从水中逸 出的氧气连同多余的蒸汽由排气管排出 , 而经过除氧的水流人下部贮水箱。由于给水温度超过 100 。 C, 因此该法不适用于 有铸铁省煤器的蒸汽锅炉和低温热水炉。
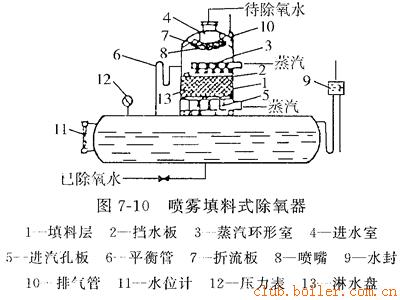
(2) 喷雾填料式除氧器 ( 见图 7-10)
喷雾填料式除氧器 , 其需除氧的水由上部经喷嘴喷成雾状 , 加热蒸汽由下部经蒸汽分配器引人 , 水雾经蒸汽加热达 到初步除氧 , 下流至填料层形成水膜 , 与上升的蒸汽接触而 再次除氧 , 达到较为理想的除氧效果。喷雾填料式除氧器所 用的填料有 Q 形、圆环形和蜂窝式等几种 , 经运行实践表明 , 以用 Q 形不锈钢制作的填料为好。这种除氧器除氧效果好 , 对进水温度和负荷变化的适应性强 , 由于汽水混合快 , 汽水 接触面积大 , 不易产生水击 ; 结构简单 , 检修方便。因此 , 这 种除氧气器使用得越来越广。
3. 大气式热力除氧器的优缺点
(1) 优点
1) 能除掉氧和其他气体 ;
2) 不增加给水中的含盐量 ;
3) 除气性能稳定效果好 ;
4) 加热器、疏水、排水均可送回除氧器利用 , 以减少汽耗 ;
5) 易操作、运行费较低。
(2) 缺点
1) 蒸汽耗量大 ;
2) 人省煤器的给水温度增高 , 锅炉排烟热损失增加 ; 3) 投资高 ;
4) 只适用于蒸汽锅炉给水除氧。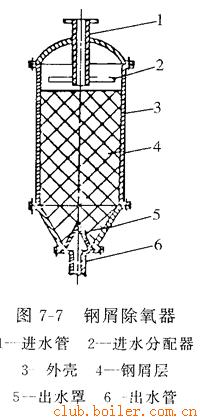 此主题相关图片如下: 此主题相关图片如下:
 此主题相关图片如下: 此主题相关图片如下:
 此主题相关图片如下: 此主题相关图片如下:
 停炉注意事项 : 停炉注意事项 :
1) 停炉前应对烟道进行一次吹扫。
2) 停炉前应对锅炉各部位进行一次较详细的检查 , 记下设备缺陷 , 以便停炉后处理。
3) 停炉操作中应随时注意水位变化 , 避免缺水或满水事 故的发生。
3. 紧急停炉
紧急停炉是锅炉发生事故 , 或出现事故隐患有可能危及 人身与设备安全时 , 采取的紧急处理措施 , 紧急停炉也叫事故停炉。
蒸汽锅炉运行中 , 遇有下列情况之一时 , 应立即停炉 :
(1) 锅炉水位低于水位表的下部可见边缘 ;
(2) 不断加大给水及采取其他措施 , 但水位仍继续下降 ;
(3) 锅炉水位超过最高可见水位 ( 满水 ), 经放水仍不能见到水位 ;
(4) 给水泵全部失效或给水系统故障 , 不能向锅内进水 ;
(5) 水位表或安全阀全部失效 ;
(6) 锅炉元件损坏 , 危及运行人员安全 ;
(7) 燃烧设备损坏 , 炉墙倒塌或锅炉构架被烧红等 , 严重威胁锅炉安全运行 ;
(8) 其他异常情况危及锅炉安全运行。紧急停炉操作程序 :
(1) 立即停止给煤和送风 , 减少引风 ;
(2) 迅速清出炉内燃煤 , 将火熄灭 ;
(3) 迅速关闭锅炉出口主汽阀 , 开启排汽阀、安全阀 , 降低蒸汽压力 ;
(4)炉火熄灭后 , 开启省煤器旁通烟道挡板 , 关闭主烟道挡板 , 打开灰门和炉门 , 促进空气流通 , 加速冷却。
在以上操作过程中 , 一般均不需向锅炉内进水 , 特别是 因缺水或满水所造成的事故而紧急停炉时 , 严禁向锅炉内进水 , 防止锅炉内温度、压力突然变化而扩大事故或蒸汽大量带水使管道内发生水锤。
紧急停炉操作的注意事项 : 紧急停炉操作的目的是为了防止事故的进一步扩大 , 尽量减少事故损失和危害。因此 , 在采取紧急停炉操作时 , 应 保持镇静 , 先判明原因 , 再针对直接原因采取措施。以上只是一般操作步骤 , 特殊情况还是要应变处理。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)