|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[图文]化肥生产中的圆盘造粒设备的技术改造 |
热 荐 ★★★★★ |
|
| 化肥生产中的圆盘造粒设备的技术改造 |
|
作者:未知 文章来源:网上搜集 点击数: 更新时间:2006-10-25 19:29:05  |
|
摘要:二次造粒设备在复混肥生产中应用时,存在干燥段粘壁严重,干燥段与冷却段结合处密封不严、漏料、漏风等问题.分析了存在问题的原因并介绍了整改措施,改造后产量提高50%-60%,消耗下降20%-30%,产品外观改善.
关键词:圆盘造粒;二次造粒;复混肥生产;应用
圆盘造粒成率低是困扰复混肥生产企业的难题,通过不断技术改造、更新,终于解决了这一难
题.
1 使用圆盘造粒设备生产复混肥的工艺流程
圆盘造粒法生产复混肥的一般工艺流程为配料、造粒、干燥、冷却、筛分、包装,其中造粒机、干燥机、冷却机为主要设备.圆盘造粒成球率为30%~40% ,干燥机与冷却机之间的物料输送用斗式提升机.此法生产适合于年产5万吨以下的复混肥生产线使用.其工艺流程如图1所示:
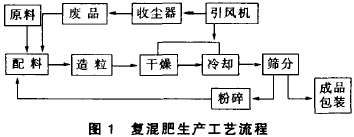
各种基础肥料按配方要求的比例进行过称计量,搅拌均匀后,由皮带输送机输送到圆盘造粒机内,造粒后的物料进入干燥筒内,进行二次造粒、烘干、冷却、筛分后大颗粒经破碎后和粉料一起返回配料工序,合格粒子进入表面处理工序包膜或扑粉后计量包装.干燥中产生的气体和粉尘经引风机和收尘设备达到排放标准,回收物再回到配料工序.
2 造粒盘和干燥机在运行中出现的问题和整改措施
2.1 造粒盘成球率不高
2.1.1 原因分析
(1)造粒盘角度和刮料板排布不合理;
(2)原料干湿度不稳定,水分多少很难掌握;
(3)粘合剂用量不稳定或质量不过关.
2.1.2 整改措施
(1)调整造粒盘角度,大约为 43~45对着并列,如图示:
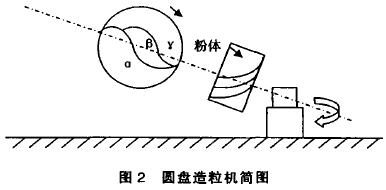
回转盘式造粒机是倾斜安装,粒度的大小,可通过调节回转速度和倾斜角以及盘的深度来实现.回转盘的直径D与深度日的关系为日=(0.1~0.25)D,盘的倾斜角度为30~60,最佳角
度为43~45,回转盘的临界速度N=42.3
(2)原料干湿度要保持稳定,防潮、防雨淋;
(3)选择粘合性强的粘合剂,用量要根据原料颗度和粉面多少而定.
2.2 干燥机粘壁严重
2.2.1 原因分析
(1)干燥筒内部扬料板结构和排布不合适;
(2)由于干燥筒内部布局不合理,阻力大,物料流动慢,热交换不能正常进行.干燥段物料吸收热量多,使部分物料(如尿素,硫铵等)呈熔融态,粘性增大而粘附在扬料板上或机体壁上;
(3)干燥机进口温度过高,导致被干燥物质中的热敏性物质(如尿素)熔融,粘性增强;
(4)在造粒段水分过大,进人干燥机后,流动性慢,受阻受热后,使某些基础肥料间发生加合反应,产生过多的液相,使物料变成稀泥状,受热后逐渐变硬并附在筒壁和扬料板上.
2.2.2 整改措施
(1)重新排布扬料板,留出二次造粒区.如图3所示:

回转圆筒干燥机的主体是一个与水平线略成倾斜角的回转圆筒,一般取5~8,物料从回转圆筒较高一端加入,在前端1.2 m处无扬料板,目的是为二次造粒,1.2 m外为螺旋式扬料板,物料不断地被筒内的扬料板翻动,物料受重力作用,由较低一端排出.物料在筒内与干燥介质热空气接触后被干燥.由于提高了物料流动速度,防止物料因吸收热量过多而熔化;
(2)控制好进口温度,安装自动温控仪,如尿素体系可使温度在 110~ 130之间,其它物料体系应根据成品含水量的高低做适当调整;
(3)造粒段水分要适宜,提高造粒工的技术水平,同时对配方工序做适当调整;
(4)改善密封结构,用岩棉作密封填料,并用M12的螺栓压紧,使引风流量加大,让更多的潮气排出简体外,增加了物料的干燥程度,保证了产品质量.
3 改造后的效果
(1)由原造粒成球率的45% ~60% 提高到85% ~95%左右.
(2)干燥筒壁连续4个班不粘壁,且物料流动速度快,提高了生产效率.
(3)产量提高原来的50%~60% ,消耗下降20%~30%.
(4)改善了产品外观质量,颗粒圆整度和光滑度明显提高.
(5)适用范围广,既可以上尿素熔融喷浆造粒工艺,又可做转鼓造粒,经过整改后,生产能力可达5万吨以上,同时提高了生产效益和保证了产品质量.
|
|
| 文章录入:设备管理 责任编辑:设备管理 |
|
|
上一篇文章: 中氮行业技术改造思路
下一篇文章: 蒸汽管网节能改造 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



